Trends Sci. 2026; 23(10): 13286
Combustion Performance and Water Absorption of Mixed Shrub and Waste Bio-Pellets at Various Molding Temperatures and Durations
Kidung Tirtayasa Putra Pangestu1,*, Ayu Andhira2, Andi Detti Yunianti1 and Gustan Pari3
1Lecturer of Forestry Department, Faculty of Forestry, Hasanuddin University, Makassar 90245, Indonesia
2Student of Forestry Department, Faculty of Forestry, Hasanuddin University, Makassar 90245, Indonesia
3Research Center for Biomass and Bioproducts, National Research and Innovation Agency, Bogor 10340, Indonesia
(*Corresponding author’s e-mail: [email protected])
Received: 7 January 2026, Revised: 13 February 2026, Accepted: 20 February 2026, Published: 20 April 2026
Abstract
Bio-pellets represent an environmentally sustainable alternative fuel with the potential to supply fossil fuels. Raw materials considered potential for making bio-pellets should have low economic value and be abundantly available. Materials that meet these criteria include shrubs and plantation waste. This study aimed to identify the optimal material composition and molding condition (temperature and duration) in the production of shrubs and waste mixed bio-pellet based on its combustion characteristics (calorific value and burning rate) and water absorption. Bio-pellets produced form mixture of Gamal shrub (Gliricidia sepium), Lamtoro shrub (Leucaena leucocephala), and coffee husk waste (Coffea arabica), utilizing 6 distinct raw material weight ratios of 1:1:2, 1:2:1, 2:1:1, 0:1:1, 1:0:1, and 1:1:0. The bio-pellets were molded at 2 different temperatures, 180 and 225 °C, for durations of 3 and 5 min. The parameters analyzed included the combustion rate, calorific value, water uptake, and dimensional swelling. The findings of this study reveal that molding temperature exerts the most significant influence on the combustion characteristics of bio-pellets. Bio-pellets molded at 225 °C demonstrated the highest calorific value, reaching 4,767 kcal/kg, alongside the lowest combustion rate at 0.22 g/min. In contrast, the bio-pellets molded at 180 °C exhibited lower calorific values and higher combustion rates. The raw material composition and molding duration did not exhibit a significant effect on combustion rate and calorific value, although the combustion rate tended to decrease with increasing molding duration. Moisture response was strongly temperature-dependent. Increasing temperature from 180 to 225 °C reduced longitudinal swelling (43.68% to 2.95%), transversal swelling (3.73% to 0.77%), volume swelling (55.90% to 4.57%), and water uptake (73.50% to 3.95%), with strong uptake-swelling correlations. These findings suggest that the regulation of molding temperature is a critical factor in optimizing bio-pellet quality, particularly in enhancing energy efficiency, reducing combustion rate, and increasing moisture resistance.
Keywords: Calorific value, Coffee husk, Combustion rate, Composition, Dimensional swelling, Mixed Bio-Pellet, Molding duration, Molding temperature, Shrub, Water uptake
Introduction
Bio-pellets are densified biomass fuels made of lignocellulosic materials that have been dried, ground, and compressed under high pressure and temperature. The biomass densification increases energy density and improves the handling and combustion properties compared with loose biomass. The composition of bio-pellets can vary depending on the raw materials used. Common components include agricultural residues [1],
wood waste [2], and energy crops [3]. Bio-pellets typically have a cylindrical shape and uniform size, approximately 6 - 8 mm in diameter with lengths around or greater than 12 mm, coupled with a moisture content near 6% - 7% for optimal combustion efficiency, mechanical durability, and handling [4,5].
The production and use of bio-pellets can significantly reduce greenhouse gas emissions compared to fossil fuels. Carbon dioxide released during the combustion of bio-pellets is part of the natural carbon cycle, unlike the release of long-sequestered carbon from fossil fuels [6]. This carbon neutrality makes bio-pellets an attractive option to reduce the carbon footprint of energy production. Furthermore, the use of bio-pellets can help reduce dependence on finite fossil fuel resources, promoting energy security and sustainability. The production of bio-pellets also creates opportunities for rural economic development and diversification of the energy sector [7].
Current challenges in bio-pellet production and utilization extend beyond the variability of feedstock and the energy-intensive of production. The diverse nature of biomass sources not only impacts pellet quality but also complicates standardization efforts, which are crucial for ensuring consistent combustion performance and meeting regulatory requirements [8]. Furthermore, the moisture absorption in produced bio-pellets can vary significantly, making it difficult to achieve optimal pellet durability and storage stability. This inconsistency often leads to higher rates of pellet degradation during handling and transport, further affecting their marketability and user acceptance. Moreover, the molding process of bio-pellets, which involves grinding, drying, and compressing biomass, demands substantial power input, potentially offsetting the environmental benefits of using renewable feedstocks. Therefore, the careful selection of raw materials and the arrangement of optimal molding conditions are necessary to address these challenges.
As low-economic and less desirable biomass, shrubs and coffee husk waste are considered as promising sources of raw materials for bio-pellets. It is primarily due to their renewable, abundant, and biodegradable nature, as well as their lignocellulosic composition which is suitable for biofuel production. Shrubs share physiological traits with trees but with inferior wood quality and dimensions [9,10]. Moreover, shrubs often grow quickly and can be harvested repeatedly, offering an efficient biomass supply cycle. On the other hand, coffee husk waste is often discarded or burned, which causes environmental pollution. However, its valorization through densification into solid fuels represents an effective bioenergy strategy that contributes to waste management and sustainability [11]. Its physicochemical properties, such as significant volatile matter content and heating value (19.67 MJ/kg), make it a suitable feedstock for thermochemical conversion processes used in pellet production [12]. Coffee huskʼs natural composition also improves the mechanical properties of composite materials and bio-based plastics, highlighting its versatility as a raw material [13].
Previous studies have documented the use of both shrubs and coffee husk waste in bio-pellet production, detailing their physicochemical properties and energy content [3,10,12,14]. However, these studies have exclusively utilized each material independently in the formulation of bio-pellets. To date, no research has explored the co-processing or blending of these two materials in bio-pellet manufacturing. Consequently, it remains uncertain whether these materials can be combined or substituted for one another to maintain production continuity without compromising the combustion performance and moisture-related durability of the bio-pellets produced.
Understanding the variation in the composition of shrubs and coffee husk waste in this study is essential for assessing how the combination of these 2 materials affects the quality of the biopellets produced. Additionally, investigating different molding temperatures and durations provides insight into how the processing parameters affect the bio-pellet combustion properties and their durability due to moisture changes. Thus, the aim of this study was to identify the optimal shrubs and coffee husk waste composition and molding condition (temperature and duration) in the production of mixed bio-pellet based on its combustion characteristics (calorific value and burning rate) and water absorption. This research will enable the development of more efficient and sustainable bio-pellets by fine-tuning both material inputs and production methods. It is essential for improving bio-pellet quality, reducing production costs, and maximizing energy output, ultimately contributing to the advancement of bioenergy as a viable alternative to fossil fuels.
Materials and methods
Raw material preparation
The collection and preparation of Gamal (Gliricidia sepium), Lamtoro (Leucaena leucocephala), and coffee husk waste (Coffea arabica) followed a staged workflow. First, raw materials were harvested or collected from their respective sources: Gamal and Lamtoro were obtained by pruning existing plants, whereas coffee husks were sourced as a by product of coffee processing. Second, all materials were cleaned to remove visible contaminants. Third, the biomass underwent natural air drying to reduce moisture content. It was a cost-effective step that is crucial for stable pelletization. The dried feedstocks were subsequently ground/milled and sieved to achieve uniform particle sizes using 60 mesh (0.423 mm) and 80 mesh (0.318 mm) screens, yielding fractions suitable for bio pellet formation. Finally, the prepared materials were stored under dry conditions to prevent moisture uptake and to maintain quality until use in pellet production.
Bio-Pellet production
The dried and ground materials were combined in six distinct weight ratios. They were 1:1:2, 1:2:1, 2:1:1, 0:1:1, 1:0:1, and 1:1:0, representing blends of Gamal (G), Lamtoro (L), and coffee husk waste (C). The mixed feedstocks were loaded into cylindrical molds (16 mm in diameter×20 mm in length) and pressed at 180 and 225 °C for 3 and 5 min. These temperatures were selected to examine the effects of heat on interparticle bonding and densification during pelletization, while the molding duration controlled exposure time to heat and pressure, thereby influencing pellet density and durability. By varying blend composition, temperature, and time, the study aimed to identify conditions that yield pellets with desirable combustion characteristics from the selected raw materials. After ejection, pellets were cooled to ambient temperature under desiccated conditions to minimize post processing moisture uptake prior to testing. The decision to prioritize temperature as the dominant process variable aligns with established practice that identifies pellet temperature as a primary lever affecting bond formation, mechanical durability, and water resistance.
Combustion performance tests
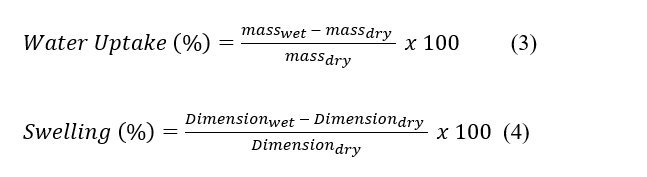
Combustion performance was evaluated using two primary metrics, including combustion rate and calorific value. The combustion rate reflects the speed of mass conversion under controlled thermal conditions. To determine this, each pellet was weighed with an analytical balance to establish the initial mass (m0), then exposed to a high‑temperature environment in a furnace preheated to 500 - 600 °C (temperature set on furnace was 600 °C). Over a 30‑minute period, mass was recorded at 10‑minute intervals (t) to track mass loss due to combustion (mt). All measurements were conducted in three replicates for each bio-pellet type to ensure data reliability and reproducibility. The overall combustion rate can be expressed as:

Calorific value was determined using the standardized procedure SNI 01‑6235:2000, representing the usable energy released during combustion (net of latent heat carried by water vapor). Reporting calorific value alongside combustion rate provides a comprehensive view of energy content and combustion efficiency, thereby supporting the optimization of fuel formulations and combustion settings for both industrial and residential applications.
Dimensional and mass measurements
For each G:L:C blend and temperature condition, at least three pellets were randomly selected to ensure representative sampling and statistical reliability. Pellets were first weighed with an analytical balance capable of 0.1 mg resolution, then measured for length (longitudinal dimension, L) and diameter (transversal dimension, D) using calibrated digital calipers. Assuming a right‑cylindrical geometry, pellet volume was computed as:

Dimensional measurements were performed immediately before and after immersion to quantify volumetric swelling.
Water absorption
The resistance of bio-pellets to water absorption is determined based on water uptake and swelling tests. Water absorption and swelling were measured using a gravimetric immersion protocol tailored for solid biofuels. Pellets were immersed in distilled water at 23 ± 2 °C for 10 s to simulate initial wetting. According to preliminary tests, immersion beyond 10 s caused structural failure and sample disintegration. Therefore, a 10 s duration was selected as the maximum allowable time for consistent water absorption measurements. Immediately post‑immersion, pellets were surface‑blotted using a standardized procedure to remove free surface water without disturbing absorbed moisture. Mass and dimensions were recorded within 60 s to capture immediate changes. These measurements provide insight into hydrophilicity and structural stability under moisture exposure, which are critical parameters for storage, handling, and field performance.
Results and discussion
Combustion rate
The combustion rate reflects how quickly biomass bio pellets are consumed during burning. It indicates that a lower combustion rate corresponds to a longer burning time, which is a desirable characteristic for sustained heat release. As shown in Figure 1, the combustion process proceeds through three distinct stages, with the highest rates consistently occurring in the first stage for all compositions. Rates then drop markedly in the second and third stages.
The elevated first‑stage rate can be explained by the pyrolysis of volatile compounds. Biomass typically contains higher volatile fractions than coal, which promotes rapid ignition and fast initial mass loss as these volatiles are released and combusted [15]. Thermal properties of the feedstocks further modulate this behavior: For example, rice husks and their composites display composition‑ and treatment‑dependent combustion kinetics, achieving maximum rates at different heating regimes [16]. In addition, intrinsic features of many bio‑pellets, such as lower fixed‑carbon content and a fibrous structure, favor rapid devolatilization and high early‑stage rates [15].
Among the tested blends, the 2:1:1 (G:L:C) composition exhibits the highest first‑stage combustion rate (approximately 0.28 g/min), whereas 0:1:1 shows the lowest. However, when considered across stages, no clear monotonic trend emerges between composition and rate. This is likely because the calorific values of Gamal, Lamtoro, and coffee husk are very similar, 3,902, 3,948, and 3,861 kcal/kg, respectively, diminishing compositional impacts on the overall rate [14].
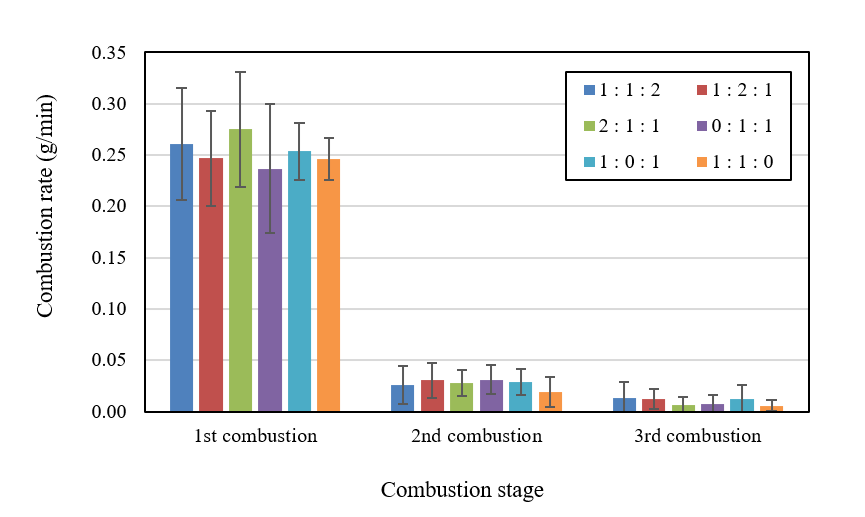
Figure 1 Combustion rates of bio-pellets at various stages for different ratios of raw materials.
The observed pattern of decreasing standard deviation from the first to the third combustion stage indicates that variability in combustion performance is greatest during ignition and diminishes progressively as the combustion process stabilizes. This trend underscores the critical role of pellet formulation in the early stages, while the later stages tend to display more consistent combustion behavior, irrespective of the initial material ratios.
Two‑way ANOVA with replication (Table 1) confirms that composition does not significantly affect the combustion rate at the 5% level (F = 0.324, p = 0.896 > 0.05). In contrast, the combustion stage exerts a highly significant influence (F = 516.297, p < 0.0001), indicating that the dynamics of the burning process (initial, middle, final) dominate rate behavior. The interaction between composition and stage is not significant (F = 0.325, p = 0.971), implying that any compositional effect does not depend on a particular stage. Furthermore, the stage-specific analysis conducted with one-way ANOVA showed a consistent result. Overall, the combustion stage is the predominant factor, whereas variations in raw‑material ratio (G:L:C) do not produce statistically meaningful differences in the rate.
Table 1 Two-factor ANOVA with replication for combustion rate of bio-pellets based on composition and combustion stage variables.
Source of variation |
Sum square |
Degree of freedom |
Mean square |
F |
p - value |
F crita |
Composition |
0.00139 |
5 |
0.00028 |
0.324 |
0.89624 |
2.386 |
Combustion Stage |
0.88592 |
2 |
0.44296 |
516.297 |
6.3E-36 |
3.168 |
Interaction |
0.00279 |
10 |
0.00028 |
0.325 |
0.97093 |
2.011 |
Within |
0.04633 |
54 |
0.00086 |
|
|
|
Total |
0.93642 |
71 |
|
|
|
|
asignificance level of 0.05.
Consistent with Figure 1, the first stage shows the highest rates under all processing conditions (Figure 2). Pellets molded at 180 °C for 3 min reach a peak about 0.29 g/min. In general, increasing molding temperature or duration lowers the first‑stage rate. In the second stage, rates are substantially reduced. The highest value (0.05 g/min) occurs for pellets molded at 180 °C for 5 min, while 180 °C for 3 min yields the lowest second‑stage rate. The third stage trends inversely with the first stage. Temperature effects are notable. The 225 °C typically produces lower rates than 180 °C in the first stage. The analysis supported the finding that temperature had a statistically significant effect across all durations and combustion stages (9.26E-6 < p < 0.05), except for the 5‑min duration in the second combustion, where no significant difference was observed. Furthermore, duration effects depend on temperature and combustion stage. At 180 °C, a longer duration (5 min) suppresses rates in the first stage but elevates them in the second. At 225 °C, duration effects are less pronounced. However, the analysis result showed that duration exhibited no significant effect across all temperatures and combustion stages, except at 225 °C in the second stage, where a significant difference was detected.
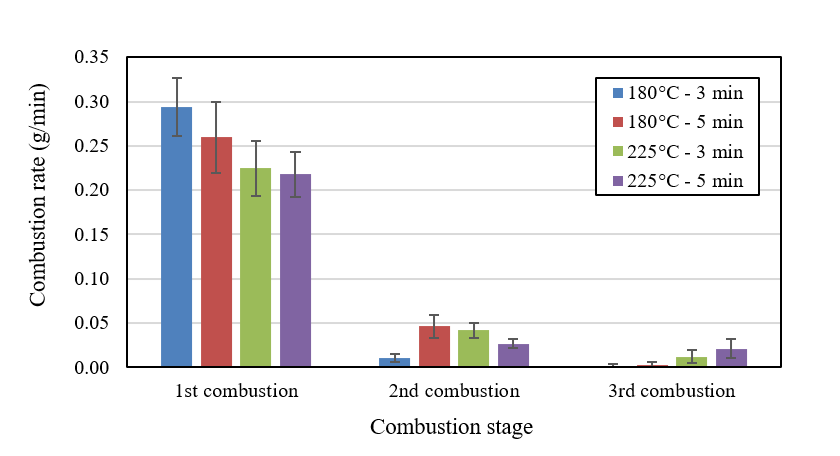
Figure 2 Bio-pellet combustion rate across different stages and molding conditions.
These outcomes indicate that lower temperatures and shorter durations tend to increase initial rates, which may be advantageous for rapid ignition. However, very fast burning may hinder complete carbon conversion, reducing net energy yield and increasing feedstock demand, costs, and resource use [17]. Rapid burning can also undermine sustainability goals for clean and efficient biofuels [18]. By contrast, slower rates can be beneficial due to extend heat release, often reduce emissions, and increase the likelihood of complete combustion, improving energy recovery and reducing waste [19-21].
The variations in combustion rates serve as qualitative indicators of the underlying standard deviation. Formulations that show significant variability in rates across different molding conditions can be inferred to have higher standard deviations, indicating greater inconsistency in pellet performance. In contrast, formulations with limited variability suggest lower standard deviations, reflecting more consistent combustion behavior. These findings highlight the combined impact of raw-material ratios and molding parameters on the stability and repeatability of pellet combustion performance.
ANOVA results in Table 2 show that the combined treatment (temperature and duration) has an effect approaching significance on combustion rate and calorific value (F = 2.668, p = 0.056, slightly above 0.05). This suggests that, while not yet statistically significant, processing conditions (180 °C vs. 225 °C; 3 min vs. 5 min) tend to affect performance and warrant further investigation. The combustion stage remains highly significant (F = 1299.72, p < 0.0001), reinforcing the central role of combustion dynamics. Importantly, the Treatment×Stage interaction is also significant (F = 13.37, p < 0.0001), indicating that the effects of temperature and duration depend on the combustion stage. Thus, optimizing processing parameters requires a stage‑aware approach to achieve the best pellet performance.
Table 2 Two-factor ANOVA with replication for combustion rate of bio-pellets based on combustion stage and treatment variables.
Source of variation |
Sum square |
Degree of freedom |
Mean square |
F |
p - value |
F crita |
Treatment |
0.00273 |
3 |
0.00091 |
2.668 |
0.05568 |
2.758 |
Combustion Stage |
0.88592 |
2 |
0.44296 |
1299.720 |
3.9E-50 |
3.150 |
Interaction |
0.02733 |
6 |
0.00456 |
13.366 |
1.4E-09 |
2.254 |
Within |
0.02045 |
60 |
0.00034 |
|
|
|
Total |
0.93643 |
71 |
|
|
|
|
asignificance level of 0.05.
The phenomenon shown in Figure 3 indicates the same pattern as those in Figures 1 and 2. The results in Figure 3 show that the combustion rate of 1:1:2 (G:L:C) ratio ranged from 0.20 to 0.31 g/min, with the highest rate observed at 180 °C with a molding duration of 3 min. The 1:2:1 ratio showed similar results, ranging from 0.21 to 0.31 g/min, again with the highest rate at 180 °C and 3 min. The 2:1:1 ratio exhibited the highest overall combustion rates, ranging from 0.19 to 0.32 g/min, with the peak at 180 °C and a molding duration of 5 min. Interestingly, the 0:1:1 ratio showed the widest range of combustion rates, from 0.19 to 0.33 g/min, with the highest rate at 180 °C and 3 min. The 1:0:1 ratio demonstrated combustion rates between 0.22 and 0.28 g/min, while the 1:1:0 ratio showed the narrowest range, from 0.23 to 0.27 g/min.
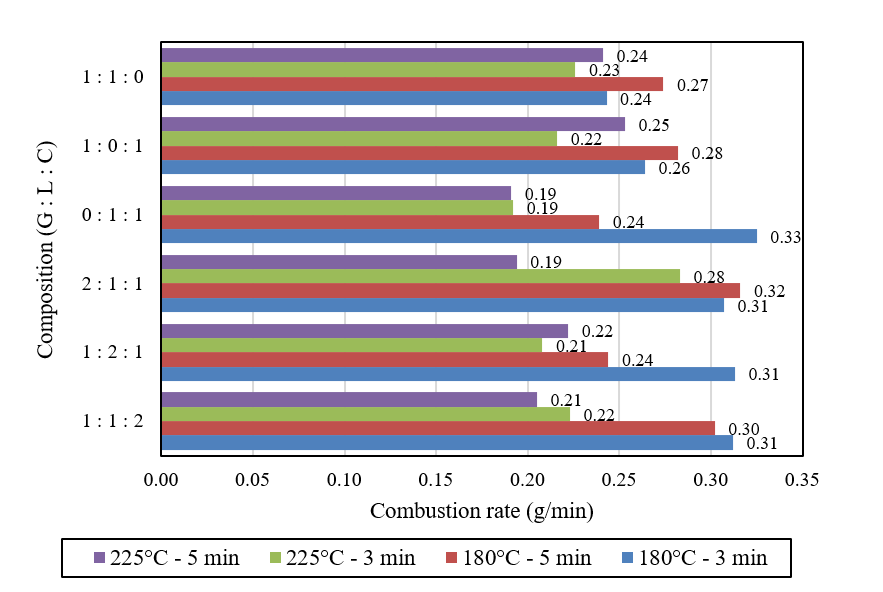
Figure 3 Combustion Rate of bio-pellets composed of various raw material ratios under different molding conditions. Combustion test for 10 min (first combustion).
Overall, composition does not display a consistent trend in rate. It was primarily because biomass materials are inherently heterogeneous in their chemical and physical properties. Variations in these properties affect the thermal degradation patterns, ignition characteristics, and burn rates of bio-pellets, resulting in inconsistent combustion trends. On the other hand, lower molding temperature (180 °C) generally yields higher first‑stage rates than 225 °C. Duration effects vary by ratio, with some blends favoring 3 min and others 5 min. Moreover, the absence of a clear duration trend may reflect underlying biomass properties that dominate subtle process changes, variations in chemical composition and related intrinsic traits can obscure minor molding‑time effects across batches or biomass types [22].
The differences observed in combustion rates act as qualitative indicators of the underlying standard deviation. Formulations exhibiting wide variability in rates across molding conditions can be inferred to have higher standard deviations, suggesting greater inconsistency in pellet performance. Conversely, formulations with narrow variability indicate lower implied standard deviations, reflecting more uniform combustion behavior. These findings underscore the combined influence of raw-material ratios and molding parameters on the stability and repeatability of pellet combustion performance.
A separate ANOVA in Table 3 indicates that composition (G:L:C ratio) is not a significant determinant of combustion rate (F = 0.738, p = 0.607), supporting the earlier conclusion that raw‑material ratio does not statistically influence pellet quality within the tested range. The influence of raw material composition might have been partially obscured by the combustion behavior dominated by highly volatile components in the biomass feedstocks. Furthermore, the inherent variability of biomass could conceal the specific contributions of individual components. Conversely, temperature and duration (treatment) exert a significant effect (F = 8.817, p = 0.0013 < 0.05). Therefore, molding conditions are more influential than composition in shaping combustion performance, underscoring the importance of controlling temperature (180 °C vs. 225 °C) and molding time (3 vs. 5 min) to achieve desired combustion characteristics.
Table 3 Two-factor ANOVA without replication for combustion rate of bio-pellets based on composition and treatment variables.
Source of variation |
Sum square |
Degree of freedom |
Mean square |
F |
p - value |
F crita |
Composition |
0.00357 |
5 |
0.00071 |
0.738 |
0.60684 |
2.901 |
Treatment |
0.02561 |
3 |
0.00854 |
8.817 |
0.00131 |
3.287 |
Error |
0.01452 |
15 |
0.00097 |
|
|
|
Total |
0.04371 |
23 |
|
|
|
|
asignificance level of 0.05.
Calorific value
Figure 4 indicates that the 1:1:2 (G:L:C) blend produced the highest calorific values across all temperature-duration combinations, ranging from 4567 kcal/kg at 180 °C, 3 min to 4,977 kcal/kg at 225 °C, 3 min, with an average of 4,704 kcal/kg. This pattern suggests that a higher proportion of coffee husk in the mixture contributes to greater energy content. By contrast, the 2:1:1 (G:L:C) blend exhibited the lowest overall calorific values, spanning 4,235 kcal/kg at 180 °C, 5 min to 4,831 kcal/kg at 225 °C, 5 min, with an average of 4,515 kcal/kg. A comparable magnitude was observed for 1:1:0, which averaged 4,831 kcal/kg. Taken together, these results indicate that the absence of coffee husk tends to reduce the energy potential of the pellets, whereas its presence, especially at a higher fraction, enhances calorific value.
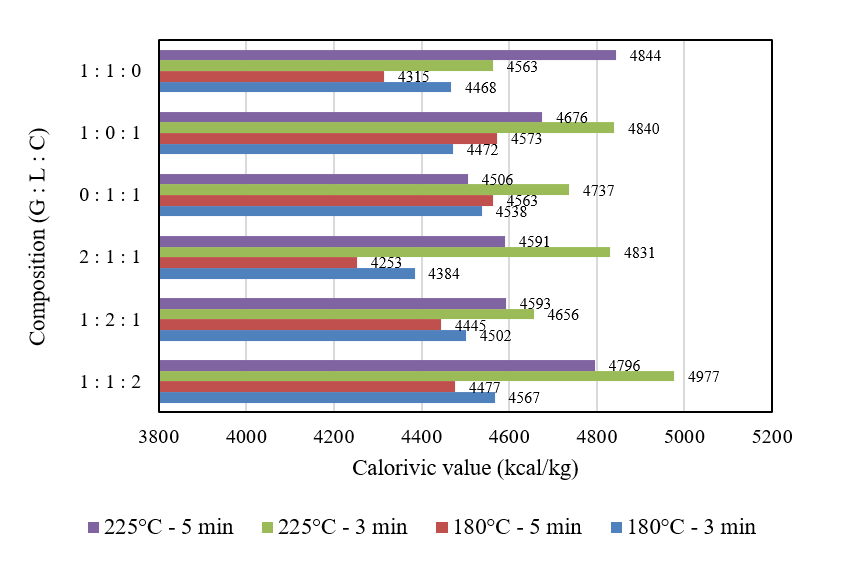
Figure 4 Calorific values of bio-pellets with varying ratios of raw materials under different molding conditions.
A higher fraction of coffee husk can enhance energy content due to its lignocellulosic composition (cellulose, hemicellulose, lignin), which positively contributes to fuel energy when densified [23]. The torrefaction or thermal pre-treatment of coffee husk increases the fixed-carbon content and, consequently, the calorific value, thereby improving the energy yield of mixed bio-pellets [24]. Additionally, the dense, fibrous matrix of coffee husk aids in forming compact, stable pellets, which often demonstrate more efficient combustion and higher practical energy output [15].
Across all compositions shown in Figure 4, molding temperature shows a clear and consistent influence on energy performance. Bio-pellets formed at 225 °C exhibit higher calorific values than those produced at 180 °C, with gains typically on the order of a few hundred kilocalories per kilogram when temperature is increased while duration is constant. This phenomenon indicates that temperature serves as the primary factor compared to composition-specific variability. Molding at 225 °C led to promote moisture release and induced mild thermal upgrading, characterized by light devolatilization. The process shifted the composition towards a higher proportion of energy-carrying fixed carbon. In addition, prior studies show that temperature strongly governs calorific value by promoting pyrolytic decomposition of complex structures into simpler, higher‑energy compounds, thereby boosting fuel quality when appropriately optimized [25,26].
Molding duration also contributed to performance, although its effect was generally smaller than that of temperature and depends on the temperature regime. At 180 °C, extending the duration from 3 to 5 min generated a noticeable improvement in calorific value. The additional time likely allowed more thorough water removal and structural rearrangement, helping particles consolidate even though softening was less complete at this lower temperature. By contrast, at 225 °C, the incremental gain from 3 to 5 min was modest. In several cases it approached a plateau, indicating diminishing returns once most densification and moisture evacuation have already occurred within the first three minutes. In practical terms, therefore, time is more influential when the process runs at 180 °C, whereas at 225 °C the shorter hold can capture most of the benefit.
ANOVA results (Table 4) indicate that composition (G:L:C ratio) does not have a statistically significant effect on calorific value (F = 1.486, p = 0.252 > 0.05). The heterogeneity of the chemical and physical properties of the raw materials resulted in this phenomenon. Conversely, processing treatments (temperature and pressing duration) exhibit a highly significant impact (F = 10.659, p = 0.00053 < 0.05). The additional specific analysis separately for each temperature and duration comparison shows that temperature showed a statistically significant effect across all durations (0.0016 < p < 0.05). In contrast, duration exhibited no significant effect across all temperatures (0.05 > p > 0.4107). Thus, within the ranges tested, pressing temperature are the primary drivers of calorific value, whereas raw‑material ratio and molding duration exerts a comparatively minor, statistically insignificant effect.
Table 4 Two-factor ANOVA without replication for calorific value of bio-pellets.
Source of variation |
Sum square |
Degree of freedom |
Mean square |
F |
p - value |
F crita |
Composition |
98,973.71 |
5 |
19,794.74 |
1.486 |
0.25231 |
2.901 |
Treatment |
425,919.46 |
3 |
141,973.15 |
10.659 |
0.00053 |
3.287 |
Error |
199,789.79 |
15 |
13,319.32 |
|
|
|
|
|
|
|
|
|
|
Total |
724,682.96 |
23 |
|
|
|
|
asignificance level of 0.05.
Overall, the calorific value of mixed bio‑pellets can be optimized by judicious selection of composition and molding conditions. The combination 1:1:2 (G:L:C) molded at 225 °C for 3 min appears most promising for maximizing energy content. These findings offer practical guidance for developing high‑efficiency biofuels from agricultural residues, supporting both industrial and residential energy applications.
Water absorption
As depicted in Figure 5, composition showed a strong influence on dimensional swelling of bio-pellet produced in this study. At 180 °C, the 1:1:0 blend (no coffee husk) provided the highest longitudinal swelling with wide error margins, indicating incomplete consolidation and greater void connectivity under limited thermal input. By contrast, the 1:1:2 blend (higher coffee husk fraction) restricted longitudinal swelling to 20.8%, while 1:1:2 and 2:1:1 both limited transversal swelling to 1%. At 225 °C, compositional differences diminished. Several formulations, especially 1:2:1 and 0:1:1 blend achieved about 2% longitudinal swelling and ≤1% transversal swelling, underscoring the predominant role of temperature in curbing hygroscopic expansion across these feedstocks.
The chemical composition of coffee husk was considered as the reason for the phenomenon discussed above. Coffee husk is reported rich in lignocellulosic fractions, approximately 39 wt% cellulose, 13 wt% hemicellulose, 23 wt% Klason lignin, and 9 - 10 wt% ash, which can act as structural modifiers or fillers and may contribute to hydrophobic domains via lignin‑rich regions. Recent studies confirm the feasibility of producing coffee‑husk bio‑pellets within standard quality ranges, provided ash content and granulometry are carefully managed. Gamal and Lamtoro exhibit typical hardwood shrub profiles with appreciable lignin and cellulose contents, supporting their use as lignocellulosic pellet feedstocks [27-30].
The results in Figure 5 also show a strong temperature dependence of moisture‑driven dimensional change. Raising the molding temperature from 180 to 225 °C markedly reduced swelling in all G:L:C formulations. Longitudinal swelling fell from an average of 43.68% at 180 °C to 2.95% at 225 °C, an approximate 92% mean reduction (range 87% - 96%). In parallel, transversal swelling decreased from 3.73% to 0.77% (mean reduction of 92.66%). The swelling anisotropy (longitudinal/transversal) dropped from 15.15 to 4.46, indicating a much more isotropic response to moisture at the higher temperature.
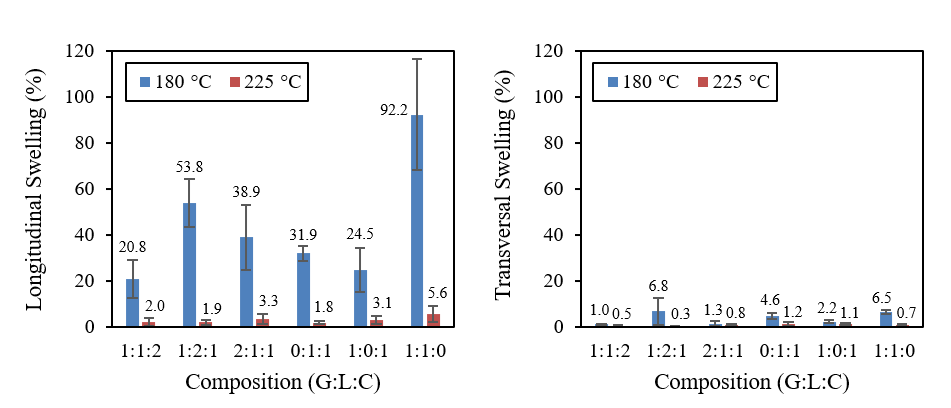
Figure 5 Water absorption expressed as longitudinal (left) and transversal (right) swelling for mixed Gamal (G), Lamtoro (L), and coffee husk (C) bio-pellets molded at 180 and 225 °C for 5 min.
The pronounced temperature effect is consistent with the thermoplastic behavior of lignin in lignocellulosic matrices. In the presence of moisture, lignin softens and can undergo plastic flow at elevated temperatures, promoting interparticle bonding. The resulting consolidation densifies the microstructure, reduces voids and capillary pathways, and thereby inhibits water ingress and swelling. Moisture‑dependent softening typically appears near or above 100 °C, and controlled increases in molding temperature enhance water resistance and mechanical integrity in comparable biomass systems. It often with notable benefits around 200 °C [31,32].
The reduction in anisotropy at 225 °C points to a more uniform microstructure with fewer preferential swelling pathways oriented along the compaction axis. General wood-moisture relations attribute dimensional change and anisotropy to moisture sorption and swelling of an anisotropic cellular framework. Hence, densification that limits accessible porosity and capillaries mitigate directional effects. Sorption thermodynamics in wood bio‑pellets further indicate that moisture uptake (and associated heat effects) are highly sensitive to water‑accessible sites within the pellet microstructure, consistent with the significant reductions in swelling once consolidation is enhanced [33,34].
Similar phenomena were also found in Figure 6. The bio-pellet lacking coffee husk content (1:1:0) demonstrated the highest volume swelling and water uptake both of 180 and 225 °C, whereas the bio-pellet with high coffee husk fraction (1:1:2) was the lowest. The coffee husk fraction is abundant in lignin and extractives, contributing to hydrophobic domains and efficient packing, which likely explains the lower swelling/uptake for blends with higher coffee content at 180 °C and the consistently low values at 225 °C. Gamal and Lamtoro, as hardwood shrubs, possess lignin‑cellulose compositions suitable for densification and binder activation at elevated temperatures, complementing the process‑controlled consolidation observed [13,35].
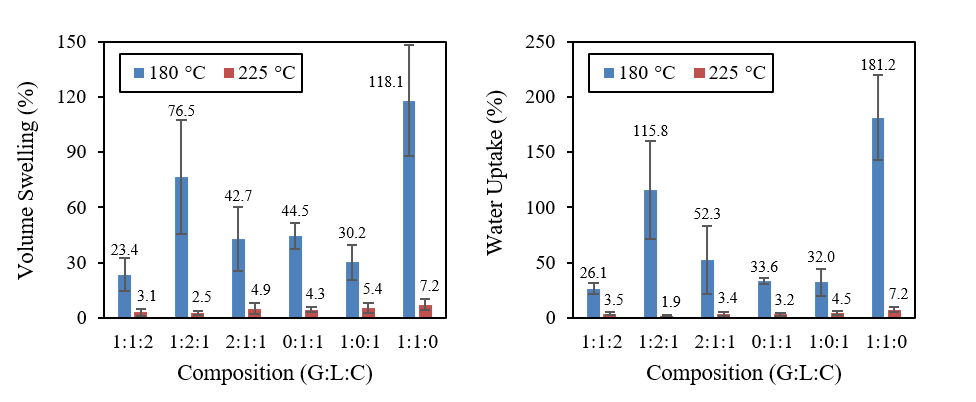
Figure 6 Volume swelling (left) and water uptake (right) of mixed Gamal (G), Lamtoro (L), and coffee husk (C) bio-pellets molded at 180 and 225 °C for 5 min.
Figure 6 also confirmed the impact of temperature on hydromechanical behavior. Across all G:L:C ratios, raising the molding temperature from 180 to 225 °C reduced volume swelling from 55.90% to 4.57% (mean reduction of 89.7%) and water uptake from 73.50% to 3.95% (mean reduction of 91.8%). The strong positive correlation between water uptake and volume swelling (r = 0.99 at 180 °C; r = 0.92 at 225 °C) indicates that limiting water ingress is central to maintaining dimensional stability under humid conditions. This reduction primarily due to chemical transformations, such as hemicellulose hydrolysis in lignocellulosic materials and improved interfacial bonding, which contribute to reduced hydrophilicity and water uptake. For instance, studies on bio-based and lignocellulosic materials have shown that higher processing temperatures lead to internal chemical reorganization, including degradation of hydrophilic components like hemicellulose into water-soluble extractables, thereby lowering water absorption and swelling [36]. Moreover, higher temperatures increase lignin self‑aggregation and plastic flow, improve interparticle bonding, and decrease pore connectivity/capillary pathways, thereby limiting water accessibility and the associated swelling strains [37].
These results collectively indicate that at lower molding temperatures, the structural consolidation of the bio‑pellets may be insufficient to effectively limit water uptake and swelling. Under such conditions, increasing the proportion of coffee husk, which contains higher lignocellulosic content and natural binding components, may enhance pellet integrity and moisture resistance. Additionally, activating or modifying the binder at these lower temperatures could further improve particle adhesion and reduce pore accessibility. These strategies should be considered in future optimization studies to achieve more robust moisture‑resistant pellets, especially when high‑temperature processing is not feasible.
Optimizing molding temperature (around 225 °C) is necessary to ensure minimal water uptake and swelling for enhancing moisture‑resistant dimensional stability in mixed shrub-coffee husk pellets. This interpretation aligns with densification literature, which emphasizes that feed conditioning temperature, molding temperature, and residence time operate synergistically to strengthen bond formation once a material‑specific onset, often termed the “stickiness temperature”, is surpassed [38,39].
Conclusions
The findings clearly demonstrate that molding temperature is the most influential parameter governing both combustion efficiency and moisture‑related stability. Pellets molded at 225 °C achieved the highest calorific values (4,767 kcal/kg) and lower combustion rates (0.22 g/min), indicating more efficient and controlled burning compared with those molded at 180 °C. In contrast, raw‑material composition and molding duration had no statistically significant effects, although longer molding time slightly reduced combustion rates. The presence of coffee husk contributed positively to calorific value, but its influence remained secondary to molding temperature. Combustion‑stage analysis further showed that the first combustion stage consistently produced the highest mass‑loss rates across all treatments due to rapid devolatilization. Moisture‑response behavior was also strongly temperature‑dependent. Increasing the molding temperature from 180 to 225 °C reduced longitudinal and transversal swelling by more than 90% and similarly decreased water uptake across all compositions. The study highlights that optimizing molding temperature at 225 °C is key to improving bio‑pellet energy performance and durability. These results provide practical insights for producing efficient, moisture‑resistant bio‑pellets from locally available shrubs and agricultural waste, supporting the broader development of sustainable biomass‑based energy alternatives.
Acknowledgements
This research was supported by the RIIM LPDP Grant and BRIN, grant number 33/IV/KS/05/2023. We also thanks to the LPPM of Hasanuddin University, Indonesia under grant number 1811/UN4.22/PT.01.03/2023.
Declaration of Generative AI in Scientific Writing
During the preparation of this work, the authors used generative AI tools (Paperpal by editage) in order to language editing, grammar correction, and assist with literature search. After using this tool, the authors reviewed and edited the content as needed and took full responsibility for the content of the published work.
CRediT Author Statement
Kidung Tirtayasa Putra Pangestu: Conceptualization; Validation; Project administration; Writing - Original draft preparation; Methodology. Andi Detti Yunianti: Conceptualization; Data validation; Funding acquisition. Ayu Andhira: Investigation; Data curation; Resources. Gustan Pari: Formal analysis; Writing - Reviewing and Editing.
References
[1] P Kumar, L Fiori, PMV Subbarao and VK Vijay. Development of an efficient method to blend forest biomass with agricultural residue to produce fuel pellets with improved mechanical properties. Biofuels 2024; 15(8), 1051-1062.
[2] F Ferrari, R Striani, D Fico, MM Alam, A Greco and CE Corcione. An overview on wood waste valorization as biopolymers and biocomposites: Definition, classification, production, properties and applications. Polymer 2022; 14(24), 5519.
[3] S Suhasman, AD Yunianti, S Saad, A Agussalim, KTP Pangestu, H Arisandi and G Pari. The effect of various torrefaction conditions on the quality of bio-pellets from lesser-known shrub species. International Wood Products Journal 2025; 17(1), 283001584.
[4] A Jasinskas, V Kleiza, D Streikus, R Domeika, E Vaiciukevičius, G Gramauskas and MT Valentin. Assessment of quality indicators of pressed biofuel produced from coarse herbaceous plants and determination of the influence of moisture on the properties of pellets. Sustainability 2022; 14(3), 1068.
[5] C Scott, TM Desamsetty and N Rahmanian. Unlocking power: Impact of physical and mechanical properties of biomass wood pellets on energy release and carbon emissions in power sector. Waste and Biomass Valorization 2024; 16, 441-458
[6] JF Peters, D Iribarren and J Dufour. Biomass pyrolysis for biochar or energy applications? A life cycle assessment. Environmental Science & Technology 2015; 49(8), 5195-5202.
[7] MJ Stolarski, P Dudziec, M Krzyżaniak and E Olba-Zięty. Solid biomass energy potential as a development opportunity for rural communities. Energies 2021; 14(12), 3398.
[8] Y Zhang, Y Zhou, R Dong and Z Zhang. The influences of various testing conditions on the evaluation of household biomass pellet fuel combustion. Energies 2018; 11(5), 1131.
[9] MJ Serapiglia, KD Cameron, AJ Stipanovic, LP Abrahamson, TA Volk and LB Smart. Yield and woody biomass traits of novel shrub willow hybrids at two contrasting sites. BioEnergy Research 2012; 6, 533-546.
[10] S Suhasman, YA Detti, PKT Putra, Agussalim, K Ikhlas, A Heru, R Nova, D Saptadi and P Gustan. Biopellets from four shrub species for co-firing in East Indonesia. Journal of the Korean Wood Science and Technology 2024; 52(6), 539-554.
[11] T Kebede, DT Berhe and Y Zergaw. Combustion characteristics of briquette fuel produced from biomass residues and binding materials. Journal of Energy 2022; 2022, 4222205.
[12] S Poyilil, A Palatel and M Chandrasekharan. Physico-chemical characterization study of coffee husk for feasibility assessment in fluidized bed gasification process. Environmental Science and Pollution Research 2021; 29, 51041-51053.
[13] HY Jaramillo, O Vasco-Echeverri and JAG Camperos. Characterization of the coffee husk: A potential alternative for sustainable construction. Civil Engineering and Architecture 2023; 11(4), 1902-1908.
[14] AD Yunianti, KTP Pangestu, Syahidah, F Bastian, G Pari and S Darmawan. Dataset of biopellet characteristics from various lignocellulosic agricultural waste and shrubs produced using different method. Data in Brief 2024; 57, 110879.
[15] C Mock, H Lee, S Choi and V Manovic. Combustion behavior of relatively large pulverized biomass particles at rapid heating rates. Energy & Fuels 2016; 30(12), 10809-10822.
[16] VA Yiga, M Katamba, M Lubwama, KH Adolfsson, M Hakkarainen and E Kamalha. Combustion, kinetics and thermodynamic characteristics of rice husks and rice husk-biocomposites using thermogravimetric analysis. Journal of Thermal Analysis and Calorimetry 2023; 148, 11435-11454.
[17] M Ioelovich. Recent findings and the energetic potential of plant biomass as a renewable source of biofuels – a review. BioResources 2015; 10(1), 1627-1663.
[18] SS Shalini, K Palanivelu, A Ramachandran and R Vijaya. Biochar from biomass waste as a renewable carbon material for climate change mitigation in reducing greenhouse gas emissions—a review. Biomass Conversion and Biorefinery 2020; 11, 2247-2267.
[19] A Palma, F Galucci, S Papandrea, M Carnevale, E Paris, B Vinceti, M Salerno, V Di Stefano and AR Proto. Experimental study of the combustion of and emissions from olive and citrus pellets in a small boiler. Fire 2023; 6(8), 288.
[20] O Ogunkunle and NA Ahmed. Overview of biodiesel combustion in mitigating the adverse impacts of engine emissions on the sustainable human-environment scenario. Sustainability 2021; 13(10), 5465.
[21] A Bala-Litwiniak, D Musiał and M Nabiałczyk. Computational and experimental studies on combustion and co-combustion of wood pellets with waste glycerol. Materials 2023; 16(22), 7156.
[22] L Zhang, Y Li, J Li, R Xing, X Liu, J Zhao, G Shen, B Pan, X Li and S Tao. Pollutant emissions and oxidative potentials of particles from the indoor burning of biomass pellets. Environmental Science & Technology 2024; 58(36), 16016-16027.
[23] A Tesfaye, F Workie and VS Kumar. Production and characterization of coffee husk fuel briquettes as an alternative energy source. Advances in Materials Science and Engineering 2022; 2022, 9139766.
[24] N Cahyani, AD Yunianti, Suhasman, KTP Pangestu and G Pari. Characteristics of bio pellets from spent coffee grounds and pinewood charcoal based on composition and grinding method. Journal of the Korean Wood Science and Technology 2023; 51(1), 23-37.
[25] P Kazimierski, K Januszewicz, W Godlewski, A Fijuk, T Suchocki, P Chaja, B Barczak and D Kardas. The course and the effects of agricultural biomass pyrolysis in the production of high-calorific biochar. Materials 2022; 15(3), 1038.
[26] N Pedišius, M Praspaliauskas, J Pedišius and EF Dzenajavičienė. Analysis of wood chip characteristics for energy production in Lithuania. Energies 2021; 14(13), 3931.
[27] P Niemz, W Sonderegger, T Keplinger, J Jiang and J Lu. Physical Properties of Wood and Wood-Based Materials. Springer Cham, Switzerland, 2023, p. 281-353.
[28] TA Lestander. Water absorption thermodynamics in single wood pellets modelled by multivariate near-infrared spectroscopy. Holzforschung 2008; 62(4), 429-434.
[29] DV Nguyen, CTT Duong, CNM Vu, HM Nguyen, TT Pham, TM Tran-Thuy and LQ Nguyen. Data on chemical composition of coffee husks and lignin microparticles as their extracted product. Data in Brief 2023; 51, 109781.
[30] ADCO Carneiro, AJV Zanuncio, AG Carvalho, JACG Jorge, RJC dos Santos, IF Demuner, LC Peres, SG Winter, VR de Castro, M Branco-Vieira and SDO Araújo. Sustainable production of coffee husk pellets: Applying circular economy in waste management and renewable energy production. Resources 2025; 14(2), 26.
[31] Z Börcsök and Z Pásztory. The role of lignin in wood working processes using elevated temperatures: An abbreviated literature survey. European Journal of Wood and Wood Products 2020; 79, 511-526.
[32] W Stelte, AR Sanadi, L Shang, JK Holm, J Ahrenfeldt and UB Henriksen. Recent developments in biomass pelletization – a review. BioResources 2012; 7(3), 4451-4490.
[33] AA Siyal, Y Liu, X Mao, B Ali, S Husaain, J Dai, T Zhang, J Fu and G Liu. Characterization and quality analysis of wood pellets: Effect of pelletization and torrefaction process variables on quality of pellets. Biomass Conversion and Biorefinery 2021; 11(5), 2201-2217.
[34] W Stelte, C Clemons, JK Holm, J Ahrenfeldt, UB Henriksen and AR Sanadi. Fuel pellets from wheat straw: The effect of lignin glass transition and surface waxes on pelletizing properties. BioEnergy Research 2011; 5, 450-458.
[35] DD Eduardo, B Musa, S Juan R and NE Alga. Thermo-chemical characterization of coffee husk from a new variety (Coffea arabica L. var. Cenicafé 1) for biofuel production. Scientia Agriculturae Bohemica 2025; 1(1), 56.
[36] J Cavailles, G Vaca-Medina, J Wu-Tiu-Yen, J Peydecastaing and PY Pontalier. Influence of thermocompression conditions on the properties and chemical composition of bio-based materials derived from lignocellulosic biomass. Materials 2024; 17(8), 1713.
[37] D Liu, Y Ma, J Li, D Teng, S Qiu, Y Li, X Mau and H Wang. Optimization of parameters associated with pellets made from biomass residue from anaerobic digestion using Box-Behnken design. BioResources 2022; 17(2), 2743-2767.
[38] AT Oyelere and AO Oluwadare. Studies on physical, thermal and chemical properties of wood Gliricidia sepium for potential bioenergy production. International Journal of Biomass & Renewables 2019; 8(2), 28-38.
[39] RM Salim, J Asik, MS Sarjadi and LK Chiang. Chemical composition and potential uses of Leucaena leucocephala stem bark. Wood Research 2023; 68(2), 241-256.