Trends
Sci.
2026; 23(5): 12551
Recent Advances in Vibrating Mesh Atomizer Enable Innovative Technology in Spray Drying: A Review
I Dewa Gede Agus Tri Putra1,2, Wayan Nata Septiadi3,*,
Dewa Ngakan Ketut Putra Negara3 and Tjokorda Gde Tirta Nindhia3
1Refrigeration and Air Conditioning Study Program, Department of Mechanical Engineering, Politeknik Negeri Bali, Bukit Jimbaran, Bali- Indonesia
2Doctoral Study Program of Engineering Science, Faculty of Engineering, Udayana University, Bali-Indonesia
3Mechanical Engineering Department, Faculty of Engineering Udayana University, Bali-Indonesia
(*Corresponding author’s e-mail: [email protected])
Received: 6 November 2025, Revised: 30 December 2025, Accepted: 5 January 2026, Published: 10 January 2026
Abstract
Spray drying derived for the synthesis of nano or submicron-sized powders with distinct functionalization and structure. Even after decades of development, producing fine droplets with a uniform size distribution and high production rate in an atomizer is still a challenge. The purpose of this study is to review the significance of the latest advances in ultrasonic atomization and how they have affected spray drying technology, which is essential to the improvement of powder synthesis and processing. Furthermore, ultrasonic atomization can be used to evaluate the usefulness of developed in powder engineering for a variety of applications. These observations offer important insights into the behavior of the droplets generated by the ultrasonic atomizer inside the particular spray dryer reactors that are being used. Numerous researchers have reported their innovations in spray dryer equipped with either Ultrasonic Vibrating Mesh Atomizers (UVM-As) and Surface Acoustic Wave Atomizer (SAW-As) which is known as Ultrasonic Atomizer. Understanding the fundamentals of ultrasonic atomization enables the advancement of spray dryer innovations and technology. Therefore, recent advances in spray drying technology indicate that more compact system designs can be achieved without compromising energy efficiency, thereby contributing to improved overall process performance. In this context, systematic evaluation of atomizer performance is essential at the early stages of atomizer development, particularly in terms of droplet size distribution, energy consumption, and operational stability. Based on the collective findings reported in the literature, vibrating mesh atomizer-assisted spray drying has demonstrated significant potential for producing finer particles with narrower size distributions, making it a promising atomization approach for advanced spray drying applications.
Keywords: Atomization, Ultrasonic, Piezoelectric, Mesh, Particle, Spray drying
Introduction
Researcher’s interest in controlling particle size and morphology has grown for several decades, driven by the increasing need to optimize the functionality of powders derived from natural resources and others sources of materials. In spray drying, particle size and morphology directly influence critical performance attributes such as solubility, dispersibility, flowability, stability, and the controlled release of bioactive compounds. These are for plant-based extracts, spices, essential oils, and other natural ingredients, precise control over droplet formation, drying kinetics, and solidification mechanisms of organic compound. This technique also enables the production of powders with tailored characteristics that will be suited for food, pharmaceutical, nutraceutical, and cosmetic applications. Numerous studies have demonstrated that manipulating operating parameters, including feed viscosity, atomization energy, solvent composition, inlet/outlet temperature, and drying gas flow. Those are allowing researchers to engineer spherical, hollow, porous, or dense particles that enhance the stability and functionality of natural-resource-derived products. As the demand for high-quality natural ingredients continues to rise, spray-drying research increasingly focuses on achieving reproducible well-defined particle structures that maximize the value, performance, and downstream applicability of materials sourced from nature [1-11].
Atomizers represent the core functional component of any spray drying system, as they determine the initial droplet size distribution, spray pattern, and dispersion behavior that ultimately define the morphology and size of the resulting powder particles. The performance, efficiency, and scalability of spray drying are strongly dependent on the atomization mechanism chosen. Across different of these technologies, atomizers serve the essential purpose of breaking a continuous liquid feed into fine droplets, maximizing the interfacial area for heat and mass transfer, and ensuring consistent particle formation during the drying process. The selection of atomizer type therefore plays a critical role in controlling particle size, achieving uniformity, and enabling the production of powders ranging from the micron scale down to the nanoscale. Because droplet formation is the primary step that dictates the final particle size, the choice of atomizer directly influences the achievable scale of micron or nano-structuring. Each atomizer produces droplets through different physical mechanisms, including: hydraulic breakup, aerodynamic shear, centrifugal forces, ultrasonic vibration, or piezoelectric-driven capillary wave formation and also resulting in characteristic droplet size distributions and structural outcomes. Fine droplet generation is essential for maximizing surface area, accelerating solvent evaporation, and enabling the formation of smaller, more uniform particles [12-14]
Different atomization technologies offer varying capabilities for particle-size reduction. Pressure nozzles can produce relatively fine droplets by increasing feed pressure, yet they are limited by nozzle erosion, feed viscosity thresholds, and the risk of shear-induced degradation. Two-fluid nozzles generate finer droplets by using high-velocity gas to atomize the liquid, making them popular in laboratories for producing microscale powders. Rotary atomizers, while robust and suitable for high throughput, generally produce larger droplets and are less effective for achieving fine particles unless operated at very high disk speeds. In contrast, ultrasonic and vibrating-mesh atomizers excel in producing monodisperse microdroplets through controlled vibrational energy, enabling the formation of submicron or nanoscale powders when combined with optimized formulations. These advanced atomizers are therefore particularly relevant for high-value natural products, nanoparticle encapsulation, and sensitive bio-actives compound.
The primary objective of this review is to critically examine the role of UVM-As in advancing spray drying technology toward the controlled production of nanoparticles. While the conventional model has been established as a robust and scalable method for powder manufacturing, its capability to produce nanoscale particles traditionally has been constrained by limitations in droplet size control, shear-induced degradation, and broad particle size distributions. Recent developments in ultrasonic and vibrating mesh atomization have introduced new opportunities to overcome these limitations by enabling the generation of highly uniform micro- and submicron droplets, which serve as a prerequisite for nanoparticle formation during solvent evaporation.
This review aims to consolidate and analyse existing research on the fundamental atomization mechanisms of UVM-As, emphasizing how high-frequency vibration and mesh-based droplet ejection contribute to precise droplet engineering with minimal thermal and mechanical stress. By synthesizing findings from laboratory, pilot, and emerging industrial studies, the review seeks to clarify the relationships between atomizer design, operating frequency, mesh geometry, and feed formulation on nanoparticle size, morphology, and functional performance. Particular attention is given to applications involving heat-sensitive and high-value materials, such as natural bioactive compounds, pharmaceuticals, nutraceuticals, and functional biomaterials, where nanoscale powders offer enhanced solubility, bioavailability, and controlled release characteristics. Furthermore, the review intends to identify current challenges and knowledge gaps related to throughput limitations, scalability, fouling behaviour, and process integration of UVM-As within spray-drying systems. By comparing UVM-As with conventional pressure, rotary, and pneumatic atomizers, this review highlights both the advantages and practical constraints of UVM-As technologies in nanoparticle manufacturing. Ultimately, the purpose of this review is to provide a comprehensive scientific framework that supports the rational selection, optimization, and future development of UVM-As as enabling tools for next-generation nano spray drying and precision powder engineering.
Materials and methods
The literature selection process for this review was conducted following the general principles of the PRISMA (Preferred Reporting Items for Systematic Reviews and Meta-Analyses) guidelines to ensure transparency, reproducibility, and methodological rigor. A systematic literature search was conducted to identify and selection peer-reviewed articles related to ultrasonic atomizers and their application in spray drying for nanoparticle production. Major scientific databases, including Scopus, Web of Science, ScienceDirect, and Google Scholar, were explored to obtain relevant publications. Keywords and combinations of keywords used in the search included “ultrasonic vibrating mesh atomizer”, “vibrating mesh spray drying”, “ultrasonic atomization”, “nano spray drying”, “piezoelectric atomizer”, and “particle size control in spray drying”. The search was limited to articles published in English to ensure consistency and accuracy in technical interpretation. 550 papers were identified through keyword-based searches related to this review topic. This selection was firstly identified in their abstract and title.
After the initial identification stage, duplicate records retrieved from multiple databases were removed. The remaining records were subjected to a screening process based on titles and abstracts to assess their relevance to the scope of this review. Articles that did not involve spray drying, atomization mechanisms, or particle size reduction were excluded at this stage. Studies focusing solely on non-ultrasonic drying techniques or unrelated nanoparticle synthesis methods were also excluded.
The full texts of the remaining articles were then assessed for eligibility. During this stage, studies were excluded if they lacked sufficient technical detail on UVM-As design, operating principles, droplet or particle size characterization, or if the spray drying process was not clearly described. Papers that did not report experimental outcomes relevant to particle size, morphology, or functional performance were also excluded. This review focuses on spray-drying-based nanoparticle production using UVM-As and does not cover alternative nanoparticle fabrication techniques, such as freeze-drying-assisted nano structuring or bottom-up chemical synthesis. Variations in reported experimental conditions and measurement techniques across studies may introduce discrepancies in direct comparisons. However, these differences were addressed through qualitative and trend-based analysis rather than absolute numerical comparison.
Finally, the studies that met all inclusion criteria were included in the qualitative synthesis of this review. These selected publications (123 papers) were systematically analysed to extract information on atomization mechanisms, operating parameters, scale of operation (laboratory, pilot, or industrial), and their influence on nanoparticle formation through spray drying. This structured selection process ensured that the review captured both foundational studies and recent advancements, while maintaining a focused and coherent analysis of UVM-As in nano spray drying applications. A comparative framework was adopted to evaluate UVM-As against conventional pressure, rotary, and pneumatic atomizers used in spray drying. Key performance indicators included droplet size uniformity, achievable particle size range, energy efficiency, shear stress effects, scalability, and industrial applicability. This approach enabled a systematic assessment of the strengths and challenges associated with UVM-As for nanoparticle production.
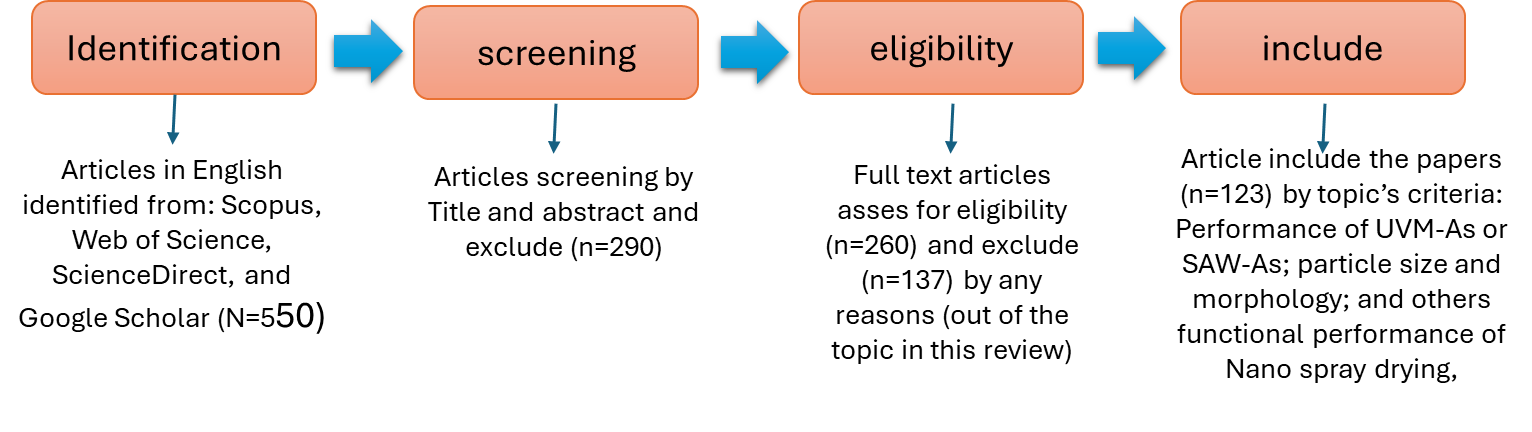
Figure 1 Flow diagram of systematic review.
An overview of liquid atomizer in spray drying
An atomizer is a crucial component in the spray drying process, responsible for breaking down a liquid feed into droplets that can be easily evaporated to produce powder particles. Figure 2 shows that spray zone generated from atomizer by their schematic, i.e., 2 fluids atomizer (Figure 2(a)) and rotary atomizer (Figure 2(b)). The fundamental principles underlying the operation of an ultrasonic atomizer involve achieving efficient and controlled atomization to ensure optimal drying and particle formation. It provides a flexible, controllable, and scalable approach for particle engineering. The fundamental principle of an atomizer process revolves around breaking down a liquid feed into droplets with controlled size and distribution. This atomization process enhances the surface area for rapid evaporation, leading to the formation of powder particles with desired characteristics. Thus, atomizer type, design, and operation are critical in achieving efficient and consistent atomization for optimalization of outcomes.
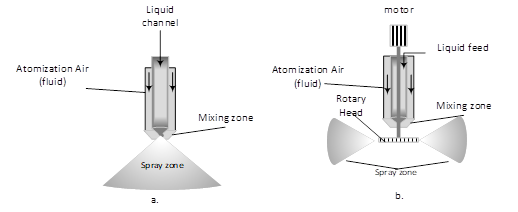
Figure 2 Schematic of 2-fluids atomizer (a) and Rotary Atomizer (b).
Over decades of development, several atomizer types have been established for spray drying applications, including pressure atomizers, 2-fluid atomizers, centrifugal (rotary) atomizers, and ultrasonic atomizers. Each atomizer operates based on distinct physical mechanisms and exhibits specific advantages and limitations depending on scale, feed properties, and product requirements [15, 16]. Below are several types of atomizers which is commonly used in spray dryer:
Pressure atomizers
Pressure atomizers also known as hydraulic nozzles that generate droplets by forcing a liquid through a small orifice at high pressure, where atomization occurs due to inertial forces overcoming surface tension. Droplet breakup in pressure atomizers is primarily governed by Reynolds and Weber numbers, reflecting the balance between inertia, viscosity, and surface tension. These atomizers are widely used in industrial spray dryers due to their simple design, high reliability, and ability to operate at high throughput. Pressure atomizers can produce relatively fine droplets by increasing operating pressure; however, they are sensitive to feed viscosity and solid content and are prone to nozzle clogging when processing concentrated or particulate-laden feeds. In addition, the high shear rates involved may lead to degradation of shear-sensitive materials such as proteins or bioactive compounds. Despite these limitations, pressure atomizers remain dominant in large-scale food, chemical, and pharmaceutical spray drying [17, 18].
Two-fluid atomizers
Two-fluid atomizers utilize a high-velocity gas stream, typically air or nitrogen, to atomize the liquid feed via aerodynamic shear. The interaction between the liquid jet and the gas phase produces droplets through momentum transfer and turbulent breakup, allowing the formation of smaller droplets compared to pressure atomizers at similar liquid flow rates. Two-fluid atomizers offer excellent flexibility and fine droplet control by adjusting the gas-to-liquid ratio, making them particularly suitable for laboratory and pilot-scale spray drying. However, their reliance on compressed gas results in high energy consumption and limits scalability for industrial applications. Moreover, the broad droplet size distribution and potential entrainment losses reduce process efficiency at large scales. Consequently, 2-fluid atomizers are primarily employed in research environments, specialty product manufacturing, and applications requiring fine particle sizes at low production rates [19-21]
Centrifugal/rotary atomizers
Centrifugal or rotary atomizers generate droplets by distributing liquid onto a rapidly rotating disk or wheel, where centrifugal forces eject the liquid as ligaments that subsequently break into droplets. This atomization mechanism is largely independent of feed pressure and is highly tolerant of viscous and high-solids feeds. Rotary atomizers are therefore well suited for large-scale spray drying operations, particularly in the dairy, detergent, and chemical industries. Their key advantages include extremely high throughput, robust operation, and reduced risk of clogging. However, rotary atomizers typically produce larger droplets with broader size distributions compared to nozzle-based systems, making them less suitable for fine particle or nanoparticle production. Control over droplet size is achieved primarily through disk speed and feed rate, but achieving submicron droplets remains challenging [14, 22, 23].
Ultrasonic atomizers
Ultrasonic atomizers represent an advanced atomization technology that relies on high-frequency acoustic excitation rather than hydraulic or aerodynamic forces. Droplet formation occurs through the generation of capillary waves at the liquid–air interface. Ultrasonic vibrating mesh atomizers and surface acoustic wave atomizers are capable of producing highly uniform micro- and submicron droplets under low-shear and low-temperature conditions. These characteristics make ultrasonic atomizers particularly attractive for spray drying of heat-sensitive materials, nanoencapsulation, and high-value pharmaceutical and nutraceutical products. Nevertheless, ultrasonic atomizers are limited by low throughput, sensitivity to liquid viscosity, and challenges in scaling up to industrial production. As a result, their use remains largely confined to laboratory and pilot-scale nano spray drying, although ongoing technological advancements aim to bridge this gap [24-26]
Numerous reports on the mechanism of droplet formation due to liquid disintegration on a vibrating surface have been published, but a complete understanding of the cavitation zone in an atomizer is still not possible due to the complexity of theoretical analysis of the combined effect of cavitation transient bubbles. The phenomenon of liquids atomization was reported firstly by Wood and Loomis around 1927 [27]. The mechanism of ultrasonic atomization involves the interaction between shock waves, vibration amplitude wave and surface tension which caused by cavitation under the liquid surface. When the amplitude reaches a certain value, droplets fly out of the wave crest to form mist. Ultrasonic atomizers are devices that use ultrasonic waves to atomize liquids into fine mist or droplets [28].
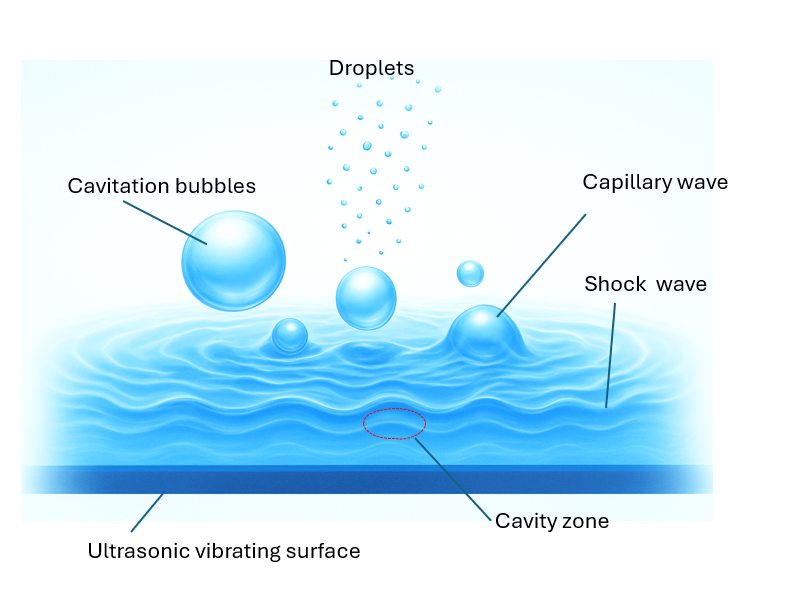
Figure 3 Illustration of ultrasonic droplet generation.
Existing studies has focused to understanding the performance of ultrasonic atomizers which play an important role to develop of spray dryer techniques by offering a more efficient and effective way of producing fine and uniform droplets from a liquid feed. Ultrasonic atomization is another common process, which utilizes a piezoelectric actuator to generate droplets. Two main phenomena have been proposed such as: cavitation and capillary waves. The interaction between shocks wave which is generated by cavitation and capillary waves is quite complex (Figure 3). The formation of droplets in ultrasonic atomization begins when a high-frequency vibrating surface transmits ultrasonic energy into the liquid, generating rapidly oscillating pressure fields that create capillary waves on the liquid surface. As the vibration intensity increases, these waves grow in amplitude and become unstable, while cavitation bubbles form within the liquid during low-pressure cycles. When these cavitation bubbles violently collapse, they release localized shock waves characterized by very high pressure over extremely short time scales. These shock waves propagate toward the liquid surface, intensifying surface disturbances and thinning the crests of the capillary waves. The combined effect of surface wave instability and the impulsive pressure from shock waves causes the wave crests to rupture, ejecting small liquid fragments into the air, which subsequently break up into fine atomized droplets [29-32].
The Reynolds number (Re) denotes the ratio of inertial to viscous forces. The Weber number (We) expresses the relative relevance of fluid inertia in comparison to surface tension. The Ohnesorge number (Oh), which contains fluid qualities, is generated by merging the 2 dimensionless numbers and eliminating the liquid velocity. Thus, correlations based on liquid properties involve: density (ρ), dynamic viscosity (μ), surface tension (σ), atomizer geometry (orifice size or micro hole of the mesh). Others, it also could be determined by operational factors, such as: liquid velocity (ս), may be used to forecast droplet diameter and spray diameter (D). Reynolds and Weber numbers also can be described for the liquid phase, using liquid properties and liquid velocity, or for the gas phase, using the gas properties and gas velocity.
![]()
Despite a significant amount of study, the process of droplet formation when exposed to the range ultrasound is still not entirely understood. Prior studies proposed the relationship between ultrasonic driven frequency and diameters of droplets. When the ultrasonic vibration is reached to a liquid surface, a capillary wave is generated by the wavelength of ultrasounds, which can be calculated by equation [33, 34]:
 where
λ is the ultrasonic wavelength, σ is the surface tension, ρ is
the density of liquid and f is the frequency of ultrasonic waves.
Lang calculated a constant number of 0.34 for the averaged droplet
diameter produced by ultrasound at frequencies between 10 and 800
kHz. The capillary wavelength is consistently divided by the mean
diameter. Then, the constant was modified to 0.96 for averaged
droplet diameter of aqueous alcohols solution [35].
The average droplet size anticipated by Lang’s calculation would
fall into multiple micrometer ranges when aqueous solutions were
atomized using 1 - 2 MHz ultrasound.
where
λ is the ultrasonic wavelength, σ is the surface tension, ρ is
the density of liquid and f is the frequency of ultrasonic waves.
Lang calculated a constant number of 0.34 for the averaged droplet
diameter produced by ultrasound at frequencies between 10 and 800
kHz. The capillary wavelength is consistently divided by the mean
diameter. Then, the constant was modified to 0.96 for averaged
droplet diameter of aqueous alcohols solution [35].
The average droplet size anticipated by Lang’s calculation would
fall into multiple micrometer ranges when aqueous solutions were
atomized using 1 - 2 MHz ultrasound.
Another study introduced to use dimensionless numbers that combined the physic-chemical characteristics of the atomizing liquid with the operating parameters of the ultrasound to propose a connection [36], which is given below:

Nwe was defined by weber number and also another dimensionless number (NOh) was indicated by Ohnesorge number. A novel dimensional number was defined by Intensity number (NIn). It was introduced as an ultrasonic intensity. The Weber number (We) is a dimensionless number in fluid mechanics that is used to analyze fluid flows where there is an interface between 2 different fluids, especially for multiphase flows with strongly curved surfaces. It is defined as:

The Ohnesorge number (NOh) is a dimensionless number that relates the viscous forces to inertial and surface tension forces. This dimensionless number can be described as follow:
![]()
This is the term that related to free surface fluid dynamics such as dispersion of liquids in gases and in spray technology. Ohnesurge number is useful in a variety of engineering applications, including spray drying, atomization, and inkjet printing, where droplets or jets of liquid are involved. It helps to assess the relative significance of viscous forces (determined by the fluid’s viscosity and density) and surface tension forces in shaping the behavior of these liquid structures.
The Intensity Number (I) is associated with the intensity of ultrasonic vibration applied to the liquid during the atomization process. It is expressed in an equation that depends on ultrasonic intensity parameters, and can generally be represented as:

where f is the ultrasonic frequency, Aₘ is the amplitude of ultrasonic vibration, C is the speed of sound, and ρ is the density of the liquid. To obtain a comprehensive understanding of how ultrasonic atomization operates, researchers need to consider and analyze the effects of additional gas flow rate and liquid temperature, factors that have not been extensively addressed in previous studies. Nevertheless, parameters such as supplementary gas flow rate and liquid temperature play significant roles in determining droplet size distribution in practical applications. Therefore, the influence of these parameters on the atomization process must be discussed to achieve a complete understanding of the ultrasonic atomization mechanism [37-40].
Table 1 Comparative summary of atomization technologies in spray drying.
No. |
Atomizer type |
Typical droplet size range |
Key advantages |
Main limitations |
Dominant dimensionless parameters |
Typical applications/Scale |
1. |
Pressure Atomizer (Hydraulic Nozzle) |
~10 - 200 µm |
Simple design; high throughput; good scalability; relatively energy efficient |
Nozzle clogging; limited for viscous feeds; high shear stress |
Re, We (liquid velocity-dominated); Oh moderates viscosity effects |
Pilot–industrial food, dairy, chemicals, pharmaceuticals |
2. |
Two-Fluid Atomizer (Pneumatic Nozzle) |
~5 - 100 µm |
Fine droplets; flexible control; suitable for lab and pilot scale |
High energy consumption; low throughput; broad PSD |
Reₗ, Re_g, We_g; Oh influences viscous damping |
Laboratory, pilot-scale spray drying, specialty powders |
3. |
Centrifugal / Rotary Atomizer |
~20 - 300 µm |
Very high throughput; handles viscous feeds; low clogging risk |
Larger droplets; limited fine-particle control |
We_rotational, Re_rotational; Oh secondary |
Large-scale industrial spray drying (dairy, detergents) |
4. |
Ultrasonic Atomizer |
~0.5 - 50 µm (submicron possible) |
Monodisperse droplets; low shear; ideal for heat-sensitive and nano powders |
Low throughput; viscosity-sensitive; scale-up challenges |
Frequency (f) dominant; Oh critical; We_acoustic replaces velocity-based We |
Laboratory and pilot-scale nano spray drying, pharma, nutraceuticals |
The comparative table summarizes the fundamental differences among pressure atomizers (Table 1), 2-fluid atomizers, centrifugal (rotary) atomizers, and ultrasonic atomizers by linking their atomization mechanisms to the dominant dimensionless parameters governing droplet formation. This comparison highlights how each atomizer operates under distinct physical regimes, which directly influences droplet size, distribution, and suitability for specific spray-drying applications. Pressure atomizers rely on high liquid velocity through a small orifice, where droplet breakup is driven primarily by inertial forces overcoming surface tension. Consequently, the Reynolds and Weber numbers dominate this atomization regime, with the Ohnesorge number moderating the effect of liquid viscosity. Increasing of the operating pressure raises both Reynolds and Weber numbers, leading to finer droplets, although excessive viscosity or solids content may limit performance due to clogging and shear-induced degradation. In 2-fluid atomizers, atomization is governed by the interaction between the liquid and a high-velocity gas stream. Here, both liquid- and gas-phase Reynolds numbers, as well as the gas-phase Weber number, are critical in determining droplet breakup. The gas-to-liquid momentum ratio plays a central role in achieving fine droplets, while the Ohnesorge number remains important in damping viscous effects. Although 2-fluid atomizers can produce smaller droplets than pressure nozzles, their high energy demand and limited throughput restrict their use to laboratory and pilot-scale operations. Centrifugal or rotary atomizers operate under a different mechanism, where droplets are generated by centrifugal forces acting on a liquid film distributed over a rapidly rotating disk or wheel. In this case, modified Reynolds and Weber numbers based on rotational speed govern ligament formation and breakup. While rotary atomizers excel in handling viscous and high-solids feeds at very high throughput, they typically produce larger droplets with broader size distributions, making them less suitable for applications requiring fine or nanoscale particles [41].
Ultrasonic atomizers represent a fundamentally distinct atomization regime dominated by acoustic/vibration excitation rather than bulk fluid velocity. In these systems, droplet formation is controlled primarily by ultrasonic frequency through capillary wave instability. The excitation frequency defines the capillary wavelength, which in turn determines droplet size, rendering traditional velocity-based Reynolds numbers less influential. Instead, the Ohnesorge number becomes critical in determining whether capillary waves can grow and eject droplets, as high viscosity suppresses wave amplification. This frequency-dominated mechanism enables ultrasonic atomizers to produce highly uniform micro- and submicron droplets under low-shear conditions. Overall, the table 1 illustrates that atomizer selection must be guided by an understanding of the dominant dimensionless parameters governing each atomization regime. While conventional atomizers are optimized through control of velocity-based Reynolds and Weber numbers, ultrasonic atomizers require frequency- and viscosity-focused optimization. This distinction explains both the advantages of ultrasonic atomizers in nanoparticle production and the challenges associated with their scale-up to industrial systems [42-47]
Research progress of ultrasonic atomizer
Research on ultrasonic atomizers has progressed significantly over the past several decades, evolving from fundamental investigations of acoustic–liquid interactions to advanced engineering systems capable of producing highly controlled micro- and nanoscale droplets. More recent advances have focused on the development of UVM-As and SAW-As, which represent major technological milestones in ultrasonic atomization. These systems employ piezoelectric transducers and micro-engineered structures to efficiently transmit acoustic energy to thin liquid films, enabling precise control of droplet size distribution and significantly improved energy efficiency compared to earlier ultrasonic nebulizers. Research in this stage emphasizes the influence of mesh geometry, aperture size, cone angle, and resonance conditions on atomization performance. In parallel, increasing attention has been given to the integration of ultrasonic atomizers into spray drying processes for the production of functional powders and nanoparticles. Experimental studies demonstrate that ultrasonic atomization allows for lower operating temperatures, narrower particle size distributions, and enhanced preservation of heat-sensitive bioactive compounds. This has stimulated research into scaling strategies, process stability, and continuous operation.
A number of research groups have conducted experimental studies to elucidate the influence of mesh-hole geometry under the dynamic resonance conditions of piezoelectric vibrations in UVM-As. These studies have systematically evaluated the effects of micro-cone hole structures on atomization performance by measuring atomization rate and spray height in both the forward (flared) and reverse (tapered) directions under varying driving voltages at optimal operating frequencies. The results consistently demonstrate that atomization rate and spray height are significantly higher in the forward direction than in the reverse direction, highlighting the directional dependence of droplet ejection in vibrating mesh systems. Moreover, an increase in driving voltage leads to a reduction in droplet diameter, accompanied by a simultaneous increase in atomization rate and spray height, indicating enhanced capillary wave excitation and droplet breakup efficiency. In Table 2, we provide a comprehensive comparison of recent studies investigating UVM-As, highlighting the evolution of atomizer design, droplet generation mechanisms, and nanoparticle formation strategies across different research groups. Collectively, these studies demonstrate that both structural parameters (such as: mesh geometry, aperture shape, and cone orientation).and operational parameters (including: vibration frequency, driving voltage, and liquid properties) play critical roles in governing capillary wave formation, droplet breakup behaviour, and atomization uniformity.
Table 2 The performances comparison of vibrating mesh atomizers.
No. |
References |
Objective |
Frequency |
Power/Energy source |
Medium/Liquid type |
Droplet/ Particle size |
Key findings |
1 |
Zhang et al. [30] |
Relate capillary waves and cavitation intensity to droplet size distribution and establish dimensionless correlations for ultrasonic atomization. |
> 20 kHz (ultrasonic regime) |
Variable input power; tested effects of flow and temperature |
Liquids with varied surface tension and viscosity |
0.5 - 10 µm depending on flow rate and cavitation intensity |
Droplet size decreases with lower cavitation intensity; uniform capillary waves produce narrower size distributions; new correlation using Weber and Ohnesorge numbers. |
2 |
Liu et al. [48] |
Characterize droplet breakup via Faraday instability and link vibrational mode evolution to atomization onset. |
20 - 40 kHz |
Amplitude and frequency swept via controlled excitation |
Model droplets (glycerol-water solutions) |
1 - 50 µm; finer droplets formed at higher frequency |
Formation of surface spikes and necks precedes droplet ejection; Faraday-driven breakup mechanism validated with Lang’s scaling law. |
3 |
Yan et al. [49] |
Quantify how vibration characteristics (mode shapes, frequency, amplitude) affect atomization rate and particle size in a mesh nebulizer. |
≈ 100 kHz (device resonance) |
AC voltage sweep (laser vibrometry characterization) |
Drug solutions for inhalation |
3 - 6 µm (D50) depending on vibration mode |
Developed analytical atomization model; higher vibration velocity increases rate and reduces particle size; validated experimentally with mesh deformation analysis. |
4 |
Guerra-Bravo et al. [50]
|
Correlate resonant modes and mesh geometry to atomization efficiency using FEM simulation and experiments. |
80 - 120 kHz (device dependent) |
Piezoelectric drive (PZT actuator) |
Water and ethanol mixtures |
2 - 8 µm |
Micro-aperture geometry and resonant frequency determine atomization rate; FEM-predicted displacement modes closely match experiments. |
5 |
Pan et al. [51] |
Develop advanced metrics for characterizing ultrasonic spray behavior under varied liquid properties and flow rates. |
20 - 100 kHz (generalized) |
Experimental setup (acoustic field characterization) |
Water, ethanol, acetone, and other solvents |
1 - 30 µm, multimodal distributions |
Proposed gamma/log-normal fitting for droplet size data; found multimodal behavior and flow-rate-dependent transitions in spray regimes. |
6 |
Lu et al. [52] |
Examine oscillatory flow effects on atomization behavior and liquid transport efficiency in ultrasonic systems. |
20 - 50 kHz (parametric range) |
Driven vibration under CFD and experimental validation |
Air-water 2-phase system |
Submicron-to-microscale transition zone observed |
Identified critical resonance frequencies enhancing liquid transfer; proposed model for oscillatory film thinning and droplet detachment. |
7 |
Liang et al. [53] |
Enhance atomization efficiency via mesh hole geometry optimization and surface finishing using electrolytic polishing. |
Not specified (ultrasonic range) |
Standard PZT-driven mesh vibration |
Water and test liquids |
1 - 5 µm |
Optimized mesh angle (~48°) yields ~3.9× higher flow rate (5.2 mL/min); reduced flow resistance and improved hole uniformity. |
8 |
Beck-Broichsitter et al. [54] |
Tailor atomization properties through polymer coatings that modify aperture diameter and surface energy. |
Device-dependent (~100 kHz typical) |
Piezoelectric actuation (voltage controlled) |
Nebulizer membranes and polymer solutions |
1 - 8 µm (depending on coating thickness) |
Polymer coatings reduce orifice size, smaller droplets and narrower distribution; supports tailored spray drying and inhalation performance. |
9 |
Heng et al. [55] |
Evaluate the Büchi Nano Spray Dryer B-90 and its vibrating mesh atomizer for nanoparticle production and recovery. |
≈120 kHz (device class) |
Piezoelectric actuation; electrostatic collector |
Model pharmaceutical solutions / polymers |
0.2 - 6 µm |
B-90 enables narrow distributions and high recovery for nanoscale powders; suited for heat‑sensitive actives. |
10 |
Sharma et al. [56] |
Compare droplet distributions of silicon- vs metallic‑mesh VMAs and quantify span/uniformity. |
Device-dependent (≈100 kHz class) |
Piezoelectric RF drive (voltage controlled) |
Water and aqueous solutions |
5 - 20 µm |
Silicon meshes yield narrower size distributions and lower span than metallic meshes. |
11 |
Kuo et al. [57] |
Characterize droplet size, output rate, and performance metrics for mesh nebulizers. |
Device-dependent (~100 kHz) |
Piezoelectric mesh drive; voltage sweep |
Water and saline |
Droplet size scales with aperture diameter; typical MMAD ~3 - 6 µm |
Output increases with aperture count; droplet size linked to orifice; stable, efficient aerosol generation. |
12 |
Moon et al. [58] |
Assess how adaptive resonance frequency tracking and impedance matching affect output and energy use. |
Resonance‑tracked (~100 kHz) |
30–50 Vpp; ARFT with impedance matching |
Water and viscous solutions |
Maintained therapeutic range (≈3 - 5 µm) while boosting output |
ARFT + impedance matching increased output by ~45% and reduced power by ~31% versus baseline. |
13 |
Yan et al. [59] |
Model and validate how resonance modes and structure parameters influence atomization rate. |
Resonances at ~23, 84, 122, 142 kHz |
Voltage‑driven PZT; FEM + experiment |
Water |
Order‑of‑microns; decreases with higher vibration velocity |
Atomization rate and droplet size tightly coupled to resonance mode and amplitude; provides design guidance. |
The frequency of ultrasonic vibrations generated to UVM-As directly affects the size of the atomized droplets. Research in UVM-As had been observed that higher frequencies result in smaller droplet sizes. The droplets have been generated by UVM-As which can be tunable by selecting ultrasonic frequency. The frequency range for UVM-As is wide, commonly from 20 to 150 kHz for the metallic meshing. However, there is a limit to how high the frequency can be set because of the attenuation of sound waves in liquids. Ultrasonic wave can be generated from a module ultrasonic generator or more complex equipment is a function generator. The amplitude or magnitude of ultrasonic vibration also impacts droplet size. Experimental investigations on UVM-As consistently confirm this frequency dependence. Studies conducted across a wide range of operating frequencies demonstrate that increasing excitation frequency results in a systematic reduction in mean droplet diameter and a narrowing of droplet size distribution. This effect is particularly pronounced in vibrating mesh systems, where the mesh acts as a frequency-selective interface that efficiently transmits ultrasonic energy to the liquid layer. However, the influence of frequency on droplet size is not unlimited and is strongly modulated by liquid properties and viscous effects. As excitation frequency increases and droplet size decreases, the characteristic length scale of atomization becomes smaller, leading to an increase in viscous damping as described by the Ohnesorge number. At sufficiently high frequencies or for highly viscous liquids, capillary wave growth may be suppressed, resulting in diminishing returns in droplet size reduction or even complete inhibition of atomization. This explains experimental observations of an optimal frequency window for a given liquid formulation, beyond which further increases in frequency do not yield smaller droplets [60-63].
The atomization rate of ultrasonic atomizer is one of parameter which utilized as a part or component of spray dryer. This is amount of liquid that atomized per unit time. It depends on the frequency, power, and impedance of the transducer, the mesh hole size and shape, the liquid properties, and the pumping rate [64, 65]. A study provided a theoretical description that links the observed atomization rate with volume changes induced by piezoelectric vibrations within the micro-cone and liquid chamber. Under ultrasonic excitation, the piezoceramic actuator drives the disperser sheet to undergo high-frequency vibration, which periodically alters the volume of both the liquid chamber and the micro-cone aperture. These volume variations, combined with differences in flow resistance between the nozzle and diffuser elements of the micro-cone hole, produce one-way flow and effective pumping that leads to atomization. The net volumetric flow rate (q) that drives atomization is expressed as the sum of contributions from both the liquid chamber and micro-cone hole volume variations [66]. Below is the formulation of volumetric flow rate (q):
 (7)
(7)
Here,
ΔVS and ΔVD are the volume variations of the
liquid chamber and micro-cone hole, f is the vibration frequency,
and
 and
and
 are
the average loss coefficients for diffuser and nozzle flow
resistances, respectively. The ratio term captures differences in
fluid resistance that drive net flow through the cone hole. This
expression shows that atomization rate scales with vibration
frequency and the effective volume changes induced by oscillation of
the atomizer structure under piezoelectric excitation. In their
experimental results, the atomization rate is observed to increase
with driving voltage at a fixed resonant frequency. This
trend arises because a higher driving voltage increases the
amplitude of piezoelectric-induced deformation, leading to larger
variations in the micro-cone hole volume and enhanced pumping
effects. As a result, both the measured atomization rate and
atomization height increase with higher voltages. In addition, the
orientation of the micro-cone hole (forward versus reverse) strongly
affects atomization rate, with the forward configuration producing
significantly higher rates due to the combined effects of pressure
atomization from the chamber and dynamic cone-angle pumping. The
experimental formulation also connects atomization performance to
underlying fluid-dynamic processes. The dynamic cone angle modulates
local flow resistance and pressure gradients, which in turn
influence the atomization rate through net volumetric flow. By
relating atomization rate to volume change per cycle and vibration
frequency, the paper provides a link between structural parameters
of the vibrating mesh atomizer (geometry, dynamic cone angle) and
performance metrics like atomization rate and droplet size
distribution. This approach bridges empirical measurements with
theoretical understanding of droplet ejection driven by
piezoelectric vibration. This mechanistic volumetric formulation of
atomization rate as a cycle-averaged volumetric flow has been driven
by piezoelectrically induced volume oscillations of the liquid
chamber and the micro-cone aperture. In compact form the authors
write the net volumetric flow (q) that produces atomized droplets as
proportional to the vibration frequency
are
the average loss coefficients for diffuser and nozzle flow
resistances, respectively. The ratio term captures differences in
fluid resistance that drive net flow through the cone hole. This
expression shows that atomization rate scales with vibration
frequency and the effective volume changes induced by oscillation of
the atomizer structure under piezoelectric excitation. In their
experimental results, the atomization rate is observed to increase
with driving voltage at a fixed resonant frequency. This
trend arises because a higher driving voltage increases the
amplitude of piezoelectric-induced deformation, leading to larger
variations in the micro-cone hole volume and enhanced pumping
effects. As a result, both the measured atomization rate and
atomization height increase with higher voltages. In addition, the
orientation of the micro-cone hole (forward versus reverse) strongly
affects atomization rate, with the forward configuration producing
significantly higher rates due to the combined effects of pressure
atomization from the chamber and dynamic cone-angle pumping. The
experimental formulation also connects atomization performance to
underlying fluid-dynamic processes. The dynamic cone angle modulates
local flow resistance and pressure gradients, which in turn
influence the atomization rate through net volumetric flow. By
relating atomization rate to volume change per cycle and vibration
frequency, the paper provides a link between structural parameters
of the vibrating mesh atomizer (geometry, dynamic cone angle) and
performance metrics like atomization rate and droplet size
distribution. This approach bridges empirical measurements with
theoretical understanding of droplet ejection driven by
piezoelectric vibration. This mechanistic volumetric formulation of
atomization rate as a cycle-averaged volumetric flow has been driven
by piezoelectrically induced volume oscillations of the liquid
chamber and the micro-cone aperture. In compact form the authors
write the net volumetric flow (q) that produces atomized droplets as
proportional to the vibration frequency
 and
to the sum of the chamber and cone volume variations (
and
to the sum of the chamber and cone volume variations ( ),
multiplied by a factor that depends on the average loss coefficients
for diffuser and nozzle flow (
,
).
This structure explicitly captures (a) the kinematic source of flow
(volume change per vibration), (b) the frequency scaling (more
cycles per second will be more volume pumped and then will make
higher rate of atomization), and (c) the directional flow bias
created by differing hydrodynamic resistances of the cone geometry
(i.e., a dynamic pump effect). The formulation therefore sits
between purely empirical rate measurements and first-principles
fluid dynamics. It is mechanistic but still requires
measured/estimated loss coefficients and ΔV terms from the
vibrating structure [49, 59, 66-68].
),
multiplied by a factor that depends on the average loss coefficients
for diffuser and nozzle flow (
,
).
This structure explicitly captures (a) the kinematic source of flow
(volume change per vibration), (b) the frequency scaling (more
cycles per second will be more volume pumped and then will make
higher rate of atomization), and (c) the directional flow bias
created by differing hydrodynamic resistances of the cone geometry
(i.e., a dynamic pump effect). The formulation therefore sits
between purely empirical rate measurements and first-principles
fluid dynamics. It is mechanistic but still requires
measured/estimated loss coefficients and ΔV terms from the
vibrating structure [49, 59, 66-68].
Several authors also report that atomization performance (droplet size and atomization rate) scales strongly with acoustic intensity, excitation frequency, and residence time at the active surface. For example, Rajan and Pandit [36]; O’Sullivan et al. [42] reviewed how increasing acoustic intensity (higher amplitude) and/or increasing frequency tends to (i) decrease droplet size and (ii) increase atomization rate, while lower liquid feed rates (longer residence time) also favor smaller droplets because the liquid is exposed longer to acoustic energy. Those previous studies often expressed their findings as empirical trends or semi-empirical correlations rather than as closed-form expressions based on internal geometry and loss coefficients. the atomization rate is commonly reported to scale with the applied acoustic intensity, the effective vibrating area, and the excitation frequency. This relationship can be qualitatively expressed as:
 (8)
(8)
where
 is the acoustic intensity delivered to the liquid interface,
is the acoustic intensity delivered to the liquid interface,
 is the effective vibrating or active atomization area, and
is the ultrasonic excitation frequency. Acoustic intensity
represents the rate at which acoustic energy is transferred to the
liquid per unit area, and higher intensity results in larger
vibration amplitudes at the liquid-solid interface. When combined
with a larger active area and higher excitation frequency, the total
acoustic energy input per unit time increases, leading to enhanced
capillary-wave excitation, stronger interfacial instabilities, and a
higher volumetric rate of droplet ejection. As a result, increasing
any of these parameters (intensity, area, or frequency) generally
leads to a higher atomization rate, provided that viscous damping
and liquid supply do not limit wave growth.
is the effective vibrating or active atomization area, and
is the ultrasonic excitation frequency. Acoustic intensity
represents the rate at which acoustic energy is transferred to the
liquid per unit area, and higher intensity results in larger
vibration amplitudes at the liquid-solid interface. When combined
with a larger active area and higher excitation frequency, the total
acoustic energy input per unit time increases, leading to enhanced
capillary-wave excitation, stronger interfacial instabilities, and a
higher volumetric rate of droplet ejection. As a result, increasing
any of these parameters (intensity, area, or frequency) generally
leads to a higher atomization rate, provided that viscous damping
and liquid supply do not limit wave growth.
The relationship between droplet diameter (d) and excitation frequency is commonly described by an inverse power-law scaling:
![]()
This
scaling arises from the capillary-wave mechanism governing
ultrasonic atomization. Under ultrasonic excitation, the capillary
waves form on the liquid surface, and droplets are ejected from the
crests of these waves. The wavelength of the capillary waves
decreases with increasing excitation frequency, and since droplet
diameter is proportional to the characteristic capillary wavelength,
higher frequencies produce smaller droplets. The exponent
 typically lies between 0.3 and 0.7 depending on liquid properties
such as surface tension and viscosity, as well as the specific
atomizer configuration. This inverse frequency dependence explains
why UVM-As and SAW-As are particularly effective for producing
uniform micro- and submicron droplets [68-74]
typically lies between 0.3 and 0.7 depending on liquid properties
such as surface tension and viscosity, as well as the specific
atomizer configuration. This inverse frequency dependence explains
why UVM-As and SAW-As are particularly effective for producing
uniform micro- and submicron droplets [68-74]
The droplet formation is governed by the balance between acoustic forcing, surface tension, and viscous dissipation. These competing effects are conveniently expressed using the acoustic Weber number and the Ohnesorge number, which replace the velocity-based Reynolds and Weber numbers commonly used in conventional atomization. Together, these scaling relationships highlight a fundamental advantage of ultrasonic atomization over conventional hydraulic or pneumatic atomization: droplet size and atomization rate can be controlled primarily through acoustic parameters rather than high liquid velocities or gas shear. By tuning the excitation frequency, acoustic intensity, and active atomization area, ultrasonic atomizers enable precise control over droplet size distribution and production rate, which is especially advantageous for nanoparticle formation and spray drying of heat- and shear-sensitive materials [56, 74-76]
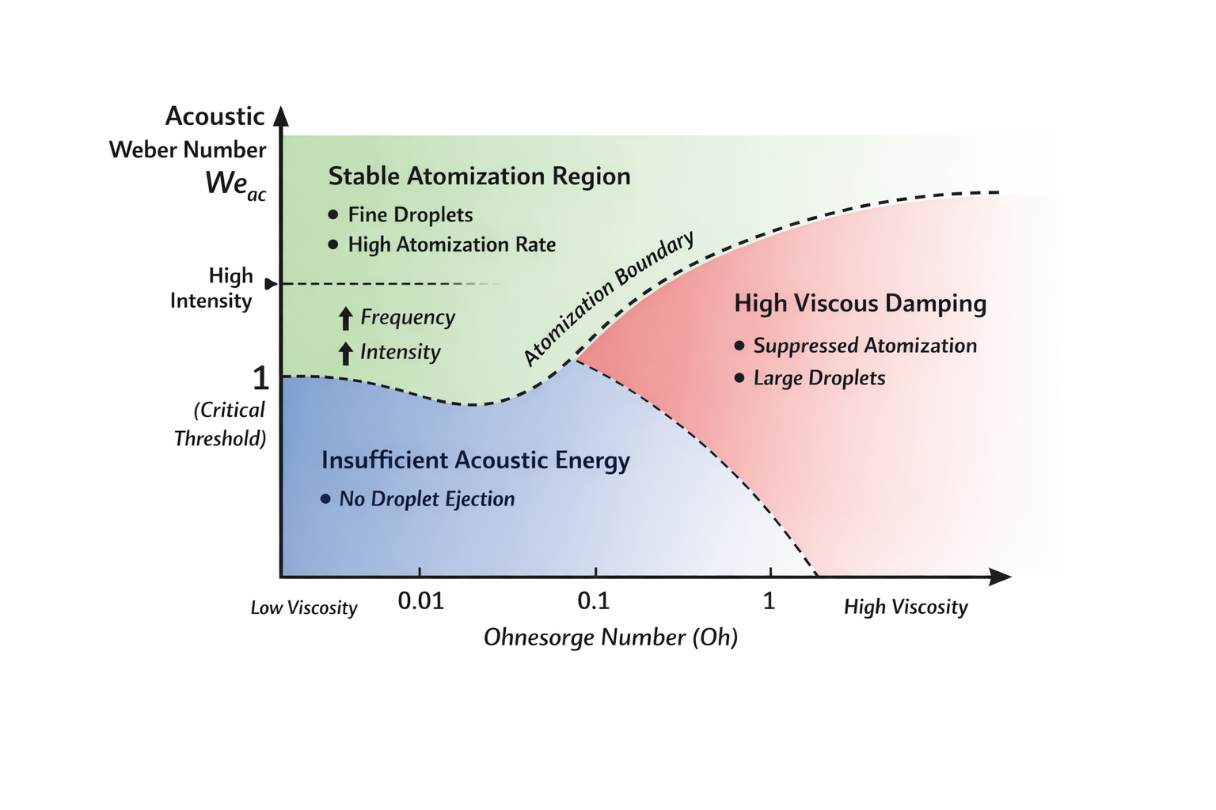
Figure 4 The relationship between Weber number (We) and the Ohnesorge number (Oh) regime in ultrasonic atomization.
The relationship between the acoustic Weber number (We) and the Ohnesorge number (Oh) provides a unified framework for understanding droplet formation mechanisms in ultrasonic atomization (Figure 4). Weber number characterizes the ratio of acoustic inertial forces to surface tension forces and therefore reflects the ability of acoustic excitation to destabilize the liquid–air interface. In contrast, the Ohnesorge number represents the relative importance of viscous dissipation compared to inertial and capillary forces, determining the extent to which viscous damping suppresses capillary wave growth. At low Weber number of acoustic forcing is insufficient to overcome surface tension, and the liquid interface undergoes oscillatory deformation without droplet ejection. As Weber number increases beyond a critical threshold, capillary waves become unstable, and droplets are emitted from the wave crests, marking the onset of effective ultrasonic atomization. In this regime, increases in acoustic intensity or excitation frequency enhance interfacial acceleration, thereby promoting higher atomization rates and smaller droplet sizes. The influence of Ohnesorge number becomes increasingly significant as droplet size decreases or liquid viscosity increases. Low Ohnesorge number values correspond to weak viscous damping, allowing capillary waves to grow efficiently and resulting in stable uniform droplet generation. Conversely, high Ohnesorge number values indicate strong viscous dissipation, which attenuates capillary wave amplitude and shifts the critical Weber Number required for atomization to higher values. In extreme cases, excessive viscosity can suppress atomization entirely, even under high acoustic excitation. Moreover, Weber and Ohnesorge number define distinct atomization regimes and establish a practical operating window for ultrasonic vibrating mesh atomizers. Efficient nano- and micro-droplet generation occurs in a regime characterized by sufficiently high Weber number to overcome surface tension and moderate-to-low Ohnesorge number to minimize viscous damping. This We-Oh framework highlights the fundamental trade-offs between acoustic forcing, liquid properties, and achievable droplet size, and it provides a rational basis for optimizing ultrasonic spray drying processes for nanoparticle formation.
The atomizer’s mesh design in UVM-As is necessary to achieve the desired droplet size and distribution, which are valuable tools for precision atomization in various industrial and scientific applications [77]. As the design improvement, this will also influence the spray angle. The angle between the 2 extreme directions of the spray cone formed by the droplets, usually measured in degrees. The frequency, power, the mesh hole size and shape, the liquid properties, and also the ambient conditions will influence the spray angle. Moreover, the degree of consistency and uniformity of the spray pattern over time and space. The spray stability also influenced by the frequency, power, and the transducer impedance, the mesh hole size and shape, the liquid properties, and the ambient conditions. Mesh geometry and their materials have been interested by the researcher to make an optimal atomizer for several applications. The researchers have refined aperture shape, taper, and surface finish (electrolytic polishing, micro-cone holes, silicon meshes) to produce narrower droplet distributions and to reduce mechanical wear and particle build-up on holes. These improvements give more reproducible droplet sizes and extend mesh life. Moreover, metallic meshes enables very small, uniform holes and better control of droplet diameter for high-precision applications. Fine meshes are sensitive to solids deposition and biofouling, then improvements in surface finish will give an amelioration into higher atomization rate. By the operational conditions, mesh cleaning protocols and anti-fouling coatings are also under their study [53-66, 78-81].
SAW-As have been extensively investigated as a high-frequency ultrasonic atomization technique capable of generating fine aerosols with controlled droplet sizes. Early studies by Kurosawa et al. demonstrated the feasibility of SAW-induced atomization through capillary wave destabilization at the liquid–air interface, establishing SAW-As as a promising alternative to conventional ultrasonic atomizers [82, 83]. Subsequent works by Friend and Yeo, as well as Qi et al., provided fundamental insights into the underlying acoustofluidic mechanisms, highlighting the roles of acoustic streaming, leaky Rayleigh waves, and interfacial instabilities in governing droplet breakup and atomization efficiency. More recent studies have focused on improving atomization stability and scalability, including the use of focused or standing SAW configurations and regulated liquid supply systems to enable continuous and sustainable operation. These advancements have expanded the applicability of SAW-As to areas such as thin-film deposition, bioaerosol generation, and functional material processing, while also indicating strong potential for integration into spray drying processes that require precise control over droplet size, minimal clogging, and gentle handling of heat-sensitive materials [84-87]
SAW-As is one of ultrasonic atomization technology that operates at significantly higher frequencies than conventional ultrasonic transducers, enabling the generation of micron- to submicron-sized droplets with high precision. In SAW-As, high-frequency acoustic waves propagating along a piezoelectric substrate are coupled into a liquid film, where acoustic streaming and capillary wave instabilities induce droplet breakup at the liquid–air interface [61]. This non-orifice-based atomization mechanism offers inherent advantages for spray drying applications, including reduced clogging, improved control over droplet size distribution, and enhanced suitability for heat-sensitive or functional materials. Although SAW-As systems generally require more complex device fabrication and higher operating frequencies, their ability to produce fine and uniform droplets presents strong potential for integration into next-generation spray drying processes, particularly for applications demanding precise particle size control, high material utilization efficiency, and advanced micro- or nano-structured dried products. In Table 3, we can observe several research which applied the SAW-As into several purposes. This table summarizes the key findings from major studies SAW atomization systems applied to spray drying and related processes. This comparative overview highlights the influence of acoustic frequency, substrate type, and atomization dynamics on droplet size distribution, evaporation behavior, and particle morphology, providing insights into the mechanisms governing nanoscale particle formation. Then, the objective is to compare their operating frequencies, droplet generation characteristics, substrates, atomization mechanisms, and outcomes relevant to nanoparticle or microdroplet production. The data can be categorized into 2 main groups: SAW which is operating below 5 MHz (1 - 3), primarily used for liquid atomization and ethanol separation; and SAW which is operating above 10 MHz (4 - 12), typically applied for precision droplet manipulation, thin-film formation, and nano spray applications. The SAW-based atomization system typically operates at much higher frequencies, often in the range of tens to hundreds of megahertz, due to the propagation of acoustic waves along the surface of a piezoelectric substrate.
Table 3 The performances comparison of ultrasonic surface acoustic wave atomizer.
No. |
Reference |
Frequency |
Power/Energy source |
Medium/Liquid type |
Droplet/Particle size |
Device material/Substrate |
Key findings |
1 |
Suzuki [88] |
2.4 MHz |
20 W input power |
Aqueous ethanol (0 - 84 mol%) |
1 - 10 µm droplets |
Titanium ultrasonic horn |
Ethanol enrichment linked to droplet-vapor ratio and cavitation energy distribution. |
2 |
Liu et al. [89] |
2.5 MHz |
24 V DC, variable power setup |
Aqueous ethanol mixture (bioethanol model system) |
Submicron mist distribution (estimated 0.5 - 2 µm) |
PZT piezoelectric transducer |
Separation efficiency improves at higher bulk temperature and lower collection temperature. |
3 |
Liu et al. [90] |
2.5 MHz |
24 V DC, fixed ultrasonic input |
Ethanol-water mixture (azeotropic composition) |
1 - 8 µm (depending on feed rate) |
PZT ceramic transducer |
Optimized flow rate and transducer design enhance ethanol selectivity and stability. |
4 |
Li and Friend [91] |
8.611 MHz |
120 - 510 mW RF power |
Particle suspension (1 - 45 µm, polystyrene and yeast cells) |
Submicron to few µm concentrated particles |
LiNbO3 (128° Y-cut) |
SAW concentrates microparticles rapidly with minimal thermal effect. |
5 |
Tan et al. [29] |
10 - 100 MHz |
High-frequency piezoelectric substrate excitation |
Thin liquid films and droplets (water, silicone oil) |
Droplets 1 - 10 µm, atomized mist < 1 µm |
LiNbO3 piezoelectric substrate |
SAW drives strong surface capillary motion leading to atomization onset. |
6 |
Brunet et al. [92] |
20 - 100 MHz |
RF-driven interdigital transducer (LiNbO3 substrate) |
Microliter droplets (water, glycerol, ethanol) |
Droplet oscillation amplitudes up to 10 µm |
LiNbO3 substrate with interdigital electrodes |
Quantitative model of droplet oscillation under SAW excitation established. |
7 |
Yang et al. [93] |
5 - 20 MHz |
RF excitation, variable power |
Rime ice layer (solid-liquid interface) |
Atomized droplets < 2 µm |
Thin-film SAW device (ZnO/Al2O3 composite) |
SAW effectively weakens ice adhesion via nanoscale vibrations and heating. |
8 |
Qi et al. [85] |
20 MHz |
Piezoelectric RF excitation (LiNbO3) |
Pharmaceutical liquid formulations (aqueous drugs) |
Submicron aerosol droplets (300–800 nm) |
LiNbO3 SAW transducer |
SAW atomization enables fine droplet generation for inhalable drug delivery. |
9 |
Ju et al. [61] |
50 - 95 MHz |
RF input 200 - 500 mW |
Water, alcohol, polymer solutions |
Submicron particles (dry mist < 500 nm) |
LiNbO3, 128° Y-cut |
High-frequency SAW produces uniform nanosized mist and dried nanoparticles. |
10 |
Wang et al. [94] |
20 MHz |
RF power 120 - 400 mW |
Sessile droplets (glycerol-water mixtures) |
Droplet fragments < 5 µm |
LiNbO3 substrate |
Droplet deformation dependent on acoustic power and viscosity. |
11 |
Choi et al. [95] |
19.8 MHz |
RF bias + high-voltage coupling (hybrid mode) |
Nanoparticle suspensions and coating precursors |
Nanoparticle film thickness ~200 nm |
LiNbO3 substrate (interdigital transducer) |
Hybrid SAW–EHDA enhances uniform film deposition and nanoparticle alignment. |
12 |
Takeuchi et al. [96] |
5 - 20 MHz |
RF energy-driven SAW propagation (Rayleigh mode) |
Thin film liquids (water, oil) |
Droplets < 5 µm |
Thin-film piezoelectric AlN substrate |
Thin-film SAW induces controlled droplet streaming and nanospray behavior. |
The main difference between SAW and UVM-As is the way they generate the sound waves into the liquid surface. SAW atomization uses a piezoelectric device, such as a lithium niobate crystal, with a metal electrode pattern on its surface. When an alternating current is applied to the electrode, it generates surface acoustic waves on the crystal or metallic surface. The liquid is placed on the surface, and the sound waves create capillary waves on the liquid surface, which grow and rupture, releasing droplets into the air. SAW atomization can operate at very high frequencies, up to several gigahertz, and can produce droplets with sizes ranging from nanometers to micrometers. In general, SAW-As and UVM-As have some similarities, such as both use high-frequency sound waves to convert liquid into aerosol, both require voltage source to drive the transducer and both can be used for similar applications (medical or biotechnology). However, the difference lies in the mechanism, design, and atomization characteristics of each method [97-99].
The versatility of the SAW-As extends to its capability to process liquids with relatively higher viscosity or surface tension, which often present challenges for UVM-As. By adjusting the frequency and power of the acoustic waves, SAW-As enable precise control over droplet density and transfer dynamics. This tunability has led to practical applications in various fields, including pulmonary drug delivery, thin-film deposition, and microfluidic systems [37, 60, 100]. In contrast, UVM-As perform more effectively with liquids of low to moderate viscosity or surface tension, particularly in conditions requiring high flow rates or large spray angles. These atomizers are widely employed in applications such as air humidification, spray coating, nanoparticle synthesis, and pharmaceutical formulation, owing to their operational stability and fine droplet uniformity. However, SAW-As operates through acoustic energy propagation along the substrate surface, where droplet formation occurs in a surface-limited and often intermittent manner. This localized droplet generation can result in unstable and inconsistent atomization rates, making SAW-As systems less suitable for continuous or large-scale processes. Furthermore, their atomization efficiency is constrained by significant thermal losses, as a substantial portion of the input energy dissipates as heat through the substrate and the liquid film. These thermal effects not only reduce overall energy efficiency but may also compromise the integrity of thermosensitive food or herbal bioactive. Consequently, despite their capacity to produce ultrafine droplets, SAW atomizers remain less favorable for industrial-scale spray drying compared to the more stable and energy-efficient of UVM-As systems.
Basic Component of spray dryer
Spray drying is a highly well-established process for the generation of micro-particulate powders suitable for wide range applications. This technique is used widely for converting liquid solutions, suspensions, or emulsions into fine dry powders. The choice of spray dryer type depends on various factors, including the properties of the feed material, the desired product characteristics, and the specific application [101]. This process consists of 4 fundamental steps: (i) atomization of the particle and their solvent, (ii) drying process of droplets, (iii) formation of dry particles and (iv) separation and collection of the dry product from the drying gas. This technique is a well-established and commonly used process for producing powders in diverse applications.
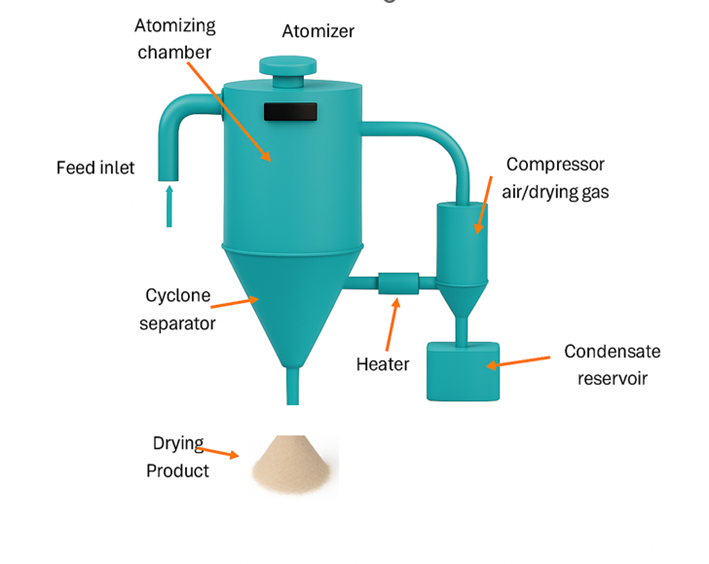
Figure 5 Spray drier components.
Several types of spray drier have been developed to meet performance desired under specific application. The conventional spray dryer is an open loop spray drier. it is the most basic type of spray dryer. It involves atomizing a liquid feed into fine droplets using a nozzle or rotary atomizer, which are then dried by hot air. The dried particles are collected at the bottom of the drying chamber. It’s suitable for a wide range of materials and is cost-effective. Furthermore, closed-loop spray dryer also been developed. In this type, the drying process takes place in a closed-loop system, which is designed to minimize the release of fine particles into the environment. It is commonly used when dealing with toxic or hazardous materials [102, 103]. There are 2 primary cycle types in spray drying, which comprises open cycle type and closed cycle type. These cycles determine how air and materials are handled within the drying system. In an open cycle co-current flow spray dryer, both the atomized liquid feed and the drying air flow in the same direction. This means that the hottest air comes into direct contact with the freshly atomized liquid droplets. This design is typically used for materials that are not sensitive to high temperatures and can withstand rapid drying. It is energy-efficient but may not be suitable for heat-sensitive materials. An open cycle counter-current flow spray dryer is more commonly used for heat-sensitive materials. It allows for a gentler drying process because the hottest air comes into contact with the driest particles, reducing the risk of overheating or thermal degradation, and also the atomized liquid feed and the drying air flow in opposite directions Closed cycle spray dryers are designed to recycle and reuse the drying air, making them more environmentally friendly and suitable for processing heat-sensitive or volatile materials. These systems typically include air filtration and cleaning components to remove contaminants and allow for air recirculation. In a semi-closed cycle spray dryer, a portion of the drying air is continuously recycled, while fresh air is introduced to maintain the desired drying conditions This design strikes a balance between closed and open cycle systems, offering some energy savings and flexibility in controlling the drying process. If all of the drying air is continuously recycled, and external air is not introduced, it recognizes as a fully closed cycle spray dryer. The closed system is particularly useful when dealing with materials that are sensitive to oxygen or when there is a need to minimize environmental emissions. However, it may require more sophisticated air treatment and filtering systems to maintain air quality and prevent the buildup of contaminants. Some common classifications of spray dryers based on the type of atomizer had been determined according to the basic principles of liquid atomizer. These are 4 types of liquid atomizer, such as: pressurized, 2 fluid, centrifugal and ultrasonic atomizer. The choice of atomizer type in a spray dryer is crucial, as it determines the size, shape, and distribution of the dried particles. The specific atomizer selected depends on the characteristics of the feed material, the desired product specifications, and the scale of production. Each atomizer type has its advantages and limitations, and the choice should be made based on the specific needs of the application [16].
The collection of dried particles in a spray drying process can be a critical step in the production of nanoparticle powders with the desired characteristics. Cyclone separators are often used to collect larger particles or fine powders in a spray drying process. In this method, the drying air carrying the particles is introduced into a cyclone chamber, where centrifugal forces cause the larger and heavier particles to separate and collect at the bottom of the cyclone, while the lighter air is discharged through the top. The collected particles can be recovered from the bottom of the cyclone. Baghouse filters, which consist of fabric bags or cartridges, are effective for collecting fine particles in spray drying. The drying air is passed through the filter, and the nanoparticles are captured on the filter surface. Periodic cleaning or replacement of the filter bags may be necessary. Electrostatic precipitators can be used to collect nanoparticles with an electric charge. As the charged particles pass through an electric field, they are attracted to oppositely charged plates or electrodes, where they are collected. This method is suitable for collecting nanoparticles with a high surface charge. Wet scrubbers use a liquid spray to capture nanoparticles as they are carried by the drying air. The powder particles are absorbed into the liquid, forming a slurry that can be further processed to recover the nanoparticles. the others type of wet scrubber is venturi scrubbers. These are used to collect powder particles by passing the drying air through a converging-diverging nozzle (Venturi throat). This creates a high-velocity jet of air that forces the particles into contact with a liquid, where they are captured and collected. Venturi scrubbers are especially effective for capturing fine and sticky nanoparticle [104].
The advancement of spray drying technology assisted by UVM-As
The UVM-As provides a more practical and efficient atomization approach for spray drying applications. The technology utilizes a piezoelectrically driven mesh with microscale apertures, allowing liquid feed to pass through and form droplets of highly uniform size. This mechanism ensures a steady and continuous spray with minimal fluctuation in droplet flux, which is essential for maintaining consistent drying dynamics. Moreover, it can be operated at relatively low ultrasonic frequencies and generate minimal thermal stress, making them particularly suitable for processing heat-sensitive bioactive compounds found in food and herbal extracts. The atomization rate and droplet size can be precisely controlled by adjusting the mesh geometry and vibration amplitude, providing excellent reproducibility and scalability.
UVM-As-assisted spray drying is a novel and innovative technique that combines traditional spray drying with ultrasonic technology to produce fine particles with unique characteristics. By replacing or complementing conventional pressure or 2-fluid atomizers with ultrasonic excitation, this approach allows liquid feedstocks to be dispersed into droplets primarily through capillary-wave-driven mechanisms rather than inertial breakup. As a result, UVM-As-assisted spray drying offers precise control over droplet size and size distribution, which directly translates into improved control of dried particle morphology and reduced polydispersity. The ultrasonic mechanism also enables atomization at lower liquid flow rates and reduced thermal stress, making this technique particularly suitable for processing heat-sensitive and shear-sensitive materials. Consequently, UVM-As-assisted spray drying has emerged as a promising platform for producing micro- and nano-scale powders with tailored properties for applications in pharmaceuticals, nutraceuticals, food ingredients, and functional materials [105-109].
Multiple parameters influence the characteristics of the resulting dried product in the spray drying process. These parameters are generally classified into formulation variables, operational (process) conditions, and equipment design factors. Numerous studies have been conducted to identify and optimize the parameters that govern the formation of nanoscale particles in spray-dried products. The development of nanoparticle systems has advanced significantly since the late 20th century, providing targeted, controlled, and sustained release of active compounds while improving stability and bioavailability. Traditional fabrication methods, such as solvent evaporation and coacervation, have proven effective for microscale encapsulation but face limitations in producing nanoscale materials with consistent morphology and well-controlled physicochemical properties. In contrast, spray drying represents a highly controllable and scalable approach to nanoencapsulation. As described by Deshmukh et al. (2016), this technique converts liquid feeds containing active agents and polymeric carriers into dry powders via atomization into a stream of hot gas. The process is characterized by its speed, reproducibility, and versatility for various biodegradable and biocompatible polymers such as PLGA, ethyl cellulose, and chitosan. The growing of utilization of this technology arises from its dual role as both a drying process and a particle formation mechanism, enabling the fabrication of nanospheres with narrow size distributions and high encapsulation efficiency. During droplet drying, simultaneous heat and mass transfer occurs, driven by the difference between the vapor pressure of the solvent and its partial pressure in the surrounding gas. This establishes an evaporation front that propagates inward, leading to polymer solidification and the entrapment of the active substance within the particle matrix. The evaporation rate, diffusional flux, and polymer precipitation kinetics collectively determine the final nanostructure and distribution of the encapsulated material. For instance, Almansour et al. optimized process parameters using an UVM-As integrated into the Büchi Nano Spray Dryer B-90, demonstrating how solvent systems (aqueous and hydroethanolic) significantly affect product yield, particle size, and morphology. Using lactose and mannitol as model excipients, a Quality-by-Design (QbD) approach was employed to systematically evaluate the influence of inlet temperature, solute concentration, and atomization rate. The results revealed that both atomization conditions and solvent selection determine the product uniformity and quality, offering valuable insights for the design of nanostructured powders suitable for inhalable drug delivery and other advanced nanoencapsulation applications [47, 110-111]
The formation, size, and uniformity of nanoparticles are governed by a complex interplay between formulation composition, process conditions, and atomization dynamics. Among these, the feed properties, such as solid concentration, viscosity, surface tension, and solvent type will determine the droplet formation during atomization. A higher solid content or viscosity generally produces larger droplets and consequently larger particles, while lower viscosity and surface tension facilitate finer atomization and smaller, more uniform nanoparticles. The solvent system also influences evaporation kinetics, where volatile solvents promote rapid shell formation and smaller, porous structures, whereas low-volatility solvents result in denser particles with broader size distributions. On the process side, parameters including inlet temperature, drying gas flow rate, mesh or nozzle size, and spray rate critically affect the rate of solvent evaporation and the resulting particle morphology. Elevated inlet temperatures and faster airflow accelerate drying and reduce particle size, while excessive feed flow or larger mesh apertures yield coarser particles with reduced uniformity. Maintaining a laminar airflow pattern within the drying chamber minimizes turbulence and wall deposition, leading to more consistent heat and mass transfer across droplets and improving overall particle homogeneity. Furthermore, the inclusion of surfactants or stabilizers, such as lecithin, tween, or proteins, these can reduce surface tension, prevent droplet coalescence, and enhance particle uniformity by stabilizing the interfacial layer during drying. Collectively, these parameters determine the evaporation dynamics, polymer solidification rate, and internal distribution of active compounds, which ultimately control not only the nanoparticle size but also its surface morphology, porosity, and encapsulation efficiency. Therefore, a balanced optimization of feed formulation, atomization energy, and thermal conditions is essential to achieve reproducible and uniform nanoscale particles with desirable physicochemical characteristics for advanced food, pharmaceutical, and herbal delivery systems [7, 44, 112].
Table 4 Spray drying for nano and sub micro particle assisted by UVM-As.
No. |
Reference |
Objective |
Material & Method |
Key findings/Outcomes |
Particle size |
Application |
1 |
Li et al. [110] |
To evaluate the performance and limits of the Büchi B-90 in producing polymeric nanoparticles and nanoemulsions. |
B-90; polymeric wall materials (gum arabic, whey protein, PVA, maltodextrin); lipid nanoemulsions; varied mesh size and inlet temperature. |
Achieved homogeneous submicron particles (300 nm - 1 µm) with narrow size distribution and > 70% yield. Demonstrated the feasibility of stable nanoparticle formation via nano spray drying. |
300 nm - 1 µm |
Pharmaceutical and functional materials |
2 |
Gu et al. [113] |
To optimize key process parameters (Tin, airflow, feed concentration) for efficiency and yield. |
B-90; HPMCAS-LF polymer; central composite design; varied Tin (70 - 120 °C), airflow, and feed rate. |
Design-of-Experiments successfully predicted optimum drying conditions; improved yield and uniformity; identified solid concentration as the most critical parameter. |
0.5 - 2 µm |
Pharmaceutical particle design optimization |
3 |
Littringer et al. [114] |
To assess process parameter effects on particle size and morphology in a pharmaceutical model system. |
B-90; aqueous salbutamol sulfate; mesh sizes 4 µm & 7 µm; Tin 60 - 120 °C; varying solid concentrations. |
Demonstrated precise control of D50 by adjusting mesh size and feed concentration; smaller mesh (4 µm) yielded smoother, smaller particles. |
1 - 5 µm |
Pharmaceutical (inhalable drug model) |
4 |
Almansour et al. [47] |
To optimize process conditions using hydroethanolic vs. aqueous systems for improved particle morphology and yield. |
B-90; lactose and mannitol; 0% - 50% EtOH; Tin 80 - 110 °C; spray rate 14 - 60 g/h; factorial design. |
Hydroethanolic solvent enhanced drying efficiency and morphology; achieved spherical, porous particles and > 85% yield; improved dispersibility for pulmonary drug delivery. |
1.6 - 5.6 µm |
Pharmaceutical inhalation systems |
5 |
Kyriakoudi and Tsimidou [115] |
To produce and characterize saffron nanoencapsulates and evaluate their stability and bioaccessibility. |
B-90; saffron extract + 10% maltodextrin; core:wall = 1:5 - 1:20; mesh 4 & 7 µm; Tin 100 °C; ± caffeic acid. |
Encapsulation efficiency > 80%; spherical smooth particles; enhanced thermal stability and bioaccessibility (~ 20% increase); caffeic acid provided additional protection. |
1.5 µm (4 µm mesh) - 4.2 µm (7 µm mesh) |
Functional food / natural product stabilization |
Recent advancements in nano spray drying technology have substantially improved the ability to produce uniform and reproducible nanosized particles compared to conventional spray drying systems (Table 4). The introduction of instruments such as the Büchi Nano Spray Dryer B-90 marked a major technological breakthrough by integrating piezoelectrically driven vibrating mesh atomization, laminar drying airflow, and an electrostatic particle collection system. Unlike traditional pressure or 2-fluid nozzles that generate broad droplet size distributions due to turbulent flow, the vibrating mesh mechanism produces millions of monodisperse droplets with precisely controlled diameters. These could be typically in the range of 300 nm to 5 µm. This fine atomization enhances both particle uniformity and encapsulation efficiency, while reducing material losses. The laminar airflow pattern inside the drying chamber ensures a gentle and homogeneous drying environment, minimizing turbulence-induced agglomeration and wall deposition that often compromise product uniformity in conventional systems. Additionally, the electrostatic particle collector enables the efficient recovery of ultrafine powders independent of their mass, significantly increasing product yield and reducing waste. The system’s flexibility allows researchers to manipulate critical parameters to tailor the physicochemical properties of nanoparticles for specific applications. As demonstrated in studies by Almansour et al.; Li et al., the nano spray drying approach allows high encapsulation efficiency, narrow particle size distributions, and improved dispersibility of bioactive compounds [47, 110]. This technology has proven especially valuable in producing nanostructured powders for pharmaceuticals, nutraceuticals, and functional foods, where controlled release, high stability, and bioavailability are essential. Overall, nano spray drying bridges the gap between laboratory-scale nano formulation and industrial-scale production, offering a precise, scalable, and energy-efficient platform for the fabrication of advanced nano-encapsulated systems [111, 116].
The UVM-As employs a piezoelectric transducer that vibrates a fine metallic mesh (typically 4 - 7 µm apertures) at ultrasonic frequencies (≈ 120 kHz). This vibration forces the liquid feed through each micro-aperture, producing uniform droplets ranging from 1 - 10 µm in diameter that is significantly smaller than those from conventional nozzles. Each aperture acts as a micro-pump, generating millions of monodisperse droplets per second. The droplet size (dD) is primarily dictated by the mesh aperture and vibration amplitude, while the particle size (dp) after drying follows Vehring’s relationship [117, 118]

here,
 is the solute concentration and
is the solute concentration and
 is the particle density. This precise droplet formation is the
foundation for achieving nanoparticles with narrow size distribution
and high encapsulation efficiency. During spray drying, each droplet
undergoes simultaneous heat and mass transfer between the drying gas
and the liquid feed. Solvent evaporation induces solute
supersaturation, precipitation, and polymer solidification. These
processes highly dependent on evaporation rate, solute diffusivity,
and solvent volatility.
is the particle density. This precise droplet formation is the
foundation for achieving nanoparticles with narrow size distribution
and high encapsulation efficiency. During spray drying, each droplet
undergoes simultaneous heat and mass transfer between the drying gas
and the liquid feed. Solvent evaporation induces solute
supersaturation, precipitation, and polymer solidification. These
processes highly dependent on evaporation rate, solute diffusivity,
and solvent volatility.
According to Vehring, the Péclet number (Pe) is a dimensionless quantity that characterizes the relative importance of evaporation-driven convection to solute diffusion within a drying droplet. In the context of spray drying, it defines how solutes or nanoparticles redistribute during solvent evaporation, thus determining the final morphology and size of the dried particles. The Péclet number (Pe), defined as [12, 119]:

This
equation describes the balance between solvent evaporation ( )
and solute diffusion (
)
and solute diffusion ( ).
When
).
When
 ,
solute diffusion dominates, producing uniform dense nanoparticles;
when
,
solute diffusion dominates, producing uniform dense nanoparticles;
when
 ,
rapid surface solidification leads to hollow or porous
microstructures. The UVM-As will supports low Pe conditions by
generating smaller droplets with faster heat transfer and shorter
diffusion paths, promoting uniform nanostructure formation. This
will be improving the formation of ultrafine and monodisperse
droplets (1 - 10 µm) substantially influences the Péclet number
dynamics during drying. Because of that generates smaller droplets
with shorter evaporation times, the characteristic diffusion time of
solutes becomes comparable to or faster than solvent removal,
yielding low Péclet number (Pe < 1) conditions. Under this
regime, solute diffusion dominates, allowing molecules or
nanoparticles to remain evenly distributed throughout the droplet
volume rather than accumulating at the surface. Consequently, this
promotes the formation of dense, homogeneous nanoparticles with high
encapsulation efficiency and smooth morphology.
Through
conversely, in conventional
atomization systems (e.g., pressure or 2-fluid nozzles), the larger
droplet sizes and higher evaporation rates can lead to high Péclet
number (Pe > 1) conditions. Under these circumstances,
evaporation outpaces diffusion, causing solute accumulation at the
droplet surface and the formation of hollow or porous particles due
to rapid shell solidification. Such particles typically exhibit
lower density and broader size distribution, which are undesirable
for nanoscale applications [120].
In addition, the low flow velocity and
laminar drying environment in UVM-As systems further stabilize
droplet drying, minimizing turbulence-induced variations in Pe
across droplets. The precise control of mesh aperture size,
vibration frequency, and feed concentration allows fine-tuning of
droplet size and drying kinetics, thereby maintaining a favourable
Pe for controlled nanoparticle formation. From other perspective,
the ability of UVM-As to maintain low and stable Péclet numbers is
fundamental to its success in producing nanostructured powders in
food, herbal, and pharmaceutical formulations. It ensures that the
evaporation–diffusion balance supports the formation of uniform
nanospheres rather than irregular microstructures, preserving the
functional integrity of sensitive bio actives and improving the
overall reproducibility of nano spray drying processes [1,
7, 121, 122].
,
rapid surface solidification leads to hollow or porous
microstructures. The UVM-As will supports low Pe conditions by
generating smaller droplets with faster heat transfer and shorter
diffusion paths, promoting uniform nanostructure formation. This
will be improving the formation of ultrafine and monodisperse
droplets (1 - 10 µm) substantially influences the Péclet number
dynamics during drying. Because of that generates smaller droplets
with shorter evaporation times, the characteristic diffusion time of
solutes becomes comparable to or faster than solvent removal,
yielding low Péclet number (Pe < 1) conditions. Under this
regime, solute diffusion dominates, allowing molecules or
nanoparticles to remain evenly distributed throughout the droplet
volume rather than accumulating at the surface. Consequently, this
promotes the formation of dense, homogeneous nanoparticles with high
encapsulation efficiency and smooth morphology.
Through
conversely, in conventional
atomization systems (e.g., pressure or 2-fluid nozzles), the larger
droplet sizes and higher evaporation rates can lead to high Péclet
number (Pe > 1) conditions. Under these circumstances,
evaporation outpaces diffusion, causing solute accumulation at the
droplet surface and the formation of hollow or porous particles due
to rapid shell solidification. Such particles typically exhibit
lower density and broader size distribution, which are undesirable
for nanoscale applications [120].
In addition, the low flow velocity and
laminar drying environment in UVM-As systems further stabilize
droplet drying, minimizing turbulence-induced variations in Pe
across droplets. The precise control of mesh aperture size,
vibration frequency, and feed concentration allows fine-tuning of
droplet size and drying kinetics, thereby maintaining a favourable
Pe for controlled nanoparticle formation. From other perspective,
the ability of UVM-As to maintain low and stable Péclet numbers is
fundamental to its success in producing nanostructured powders in
food, herbal, and pharmaceutical formulations. It ensures that the
evaporation–diffusion balance supports the formation of uniform
nanospheres rather than irregular microstructures, preserving the
functional integrity of sensitive bio actives and improving the
overall reproducibility of nano spray drying processes [1,
7, 121, 122].
Integration of UVM-As into spray drying system will enable a laminar drying environment and consistent droplet-air interaction, resulting in high-quality powders with narrow particle size distribution and excellent dispersibility. The laminar airflow pattern, combined with the electrostatic particle collection system, prevents turbulence and wall deposition, which are common challenges in conventional spray drying chambers. This integration also improves powder recovery efficiency, often reaching up to 90% yield, and allows the production of particles as small as 300 nm. The synergistic combination of ultrasonic mesh atomization, precise temperature control, and electrostatic collection creates an optimized platform for high-performance nanoencapsulation, reducing process variability and enhancing reproducibility across experimental batches. The work by Beck-Broichsitter et al. represents an early and influential demonstration of vibrating mesh assisted nano spray drying, where precise droplet generation enabled the formation of submicron polymeric particles with controlled morphology and drug release behavior. Their study presents a comprehensive investigation into the use of nano spray drying technology based on a vibrating mesh atomizer for the preparation of polymeric particles intended for controlled pulmonary drug delivery. The work addresses a critical limitation of conventional spray drying, namely its inability to reliably produce submicron particles with high yield and preserved functional properties, which are essential for inhalation therapies [54, 73-76, 81].
The innovation represented by UVM-As also extends to Quality-by-Design (QbD) approaches in the process optimization. Parameters such as mesh pore size, vibration amplitude, solvent volatility, feed flow rate, and inlet air temperature can be systematically tuned to achieve the desired product attributes, including particle morphology, encapsulation efficiency, and moisture content. Studies such as Almansour et al. have demonstrated that solvent system selection between aqueous and hydroethanolic mixtures, so that it will interacts strongly with atomization dynamics and also influencing both drying kinetics and nanoparticle morphology. These findings highlight that UVM-As not only enhances atomization precision but also enables a deeper mechanistic understanding of droplet-to-particle transformation under varying physicochemical conditions. Consequently, the incorporation of UVM-As in nano spray dryers marks a transformative step toward next-generation encapsulation technologies, where the process can be digitally controlled and scaled for industrial application without compromising product uniformity or bioactivity. In the broader context, the adoption of UVM-As is a paradigm shift from conventional spray drying toward smart, energy-efficient, and material-conserving systems. Its ability to handle small volumes, preserve bioactivity, and ensure structural precision aligns with the growing movement toward sustainable and high-value nanomanufacturing [47], [123].
Conclusions
Recent advances UVM-As have significantly reshaped the mechanistic understanding of spray formation and droplet generation in spray drying processes. Unlike conventional pressure or rotary atomizers, it operates through controlled piezoelectric which induced oscillations of a micro-perforated mesh, enabling uniform droplet formation governed primarily by mesh geometry, vibration frequency, and liquid-structure interaction. This mechanism promotes monodisperse droplet generation under low thermal and mechanical stress conditions, which is particularly advantageous for heat-sensitive, shear-sensitive, and bioactive materials. As a result, UVM-As provides a more predictable and tunable spray drying mechanism, bridging the gap between atomization physics and precise particle engineering.
The terms of the acoustic Weber number and the Ohnesorge number highlight the existence of a well-defined stable atomization regime for UVM-As, where fine droplets and high atomization rates can be achieved under sufficient acoustic intensity and controlled fluid properties. The atomization performance is strongly constrained by viscous damping at high Ohnesorge values and by insufficient acoustic energy below the critical Weber number threshold, emphasizing the coupled role of fluid viscosity, excitation frequency, and acoustic power. To enable the translation of UVM-As technology from laboratory to industrial scale of applications, future research should focus on expanding the stable atomization region through systematic optimization of mesh geometry, vibration mode shapes, and multi-frequency excitation strategies to overcome viscous dissipation effects. In addition, scalable array-based UVM-As configurations should be investigated to maintain uniform acoustic energy distribution and consistent droplet size across increased throughput levels. Advanced modeling efforts integrating acoustic-fluid–structure interactions are also required to predict atomization boundaries under industrial operating conditions. Finally, long-term operational stability, fouling resistance, and energy efficiency assessments must be conducted using high-viscosity and complex industrial feedstocks/precursor to establish UVM-As as a robust and viable atomization solution for large-scale nano-spray drying and related industrial processes.
Acknowledgements
This research study was supported by The Ministry of Education, Culture, Research and Technology of Indonesia. under Grant No. 162/SPK/D.D4/PPK.01.APTV/VI/2023. The authors also thank the supervisors in Doctoral Program of Engineering, Faculty of Engineering, Udayana University for their valuable assistance and insightful discussions throughout this study.
Declaration of Generative AI in Scientific Writing
The authors declare that generative artificial intelligence (AI) tools (e.g. Grammarly and Chat GPT by Open AI) were used during the preparation of this manuscript to assist with language refinement, grammar correction, and improvement of clarity and academic expression. The AI tools were not used to generate original scientific content, analyze data, interpret results, or draw scientific conclusions. All ideas, methodology, data analyses, and interpretations presented in this manuscript are the sole responsibility of the authors. The authors have carefully reviewed and edited the content to ensure its accuracy, originality, and compliance with ethical standards of scientific publishing.
CRediT Author Statement
I Dewa Gede Agus Tri Putra: Conceptualizations, writing-original draft, and fund acquisition. Wayan Nata Septiadi: Resources, Writing - Review & Editing, Methodology Visualization and Formal analysis. Dewa Ngakan Ketut Putra Negara: Data curation, Formal analysis, Validation, and Visualization. Tjokorda Gde Tirta Nindhia: Supervisions and Validation.
References
[1] D Yonata, YNS Ulvie, E Soesanto, E Sulistyowati, B Pranata and A Rosidi. Stabilization and controlled release of curcumin from temulawak by spray-drying microencapsulation with composite wall materials. Trends in Sciences 2025; 22(2), 9125.
[2] M Munoz-Ibanez, C Azagoh, BN Dubey, E Dumoulin and C Turchiuli. Changes in oil-in-water emulsion size distribution during the atomization step in spray-drying encapsulation. Journal of Food Engineering 2015; 167, 122-132.
[3] KT Kopp, M De Beer, J Voorspoels, D van Lysebetten and G van den Mooter. Spray drying for protein stabilization. International Journal of Pharmaceutics 2025; 677, 125600.
[4] SY Azhary, D Purnama, FF Florena, M Vanitha, Muchtaridi, C Panatarani and IM Joni. Synthesis and characterization of chitosan: SiO2 nanocomposite by ultrasonic spray drying. IOP Conference Series: Materials Science and Engineering 2019; 550(1), 012037.
[5] M Singlard, A Paillassa, L Ferres, C Pagnoux and A Aimable. Freeze granulation and spray drying of mixed granules of Al2O3. Powder Technology 2022; 395, 280-289.
[6] K Samborska, S Poozesh, A Barańska, M Sobulska, A Jedlińska, C Arpagaus, N Malekjani and SM Jafari. Innovations in spray drying process for food and pharma industries. Journal of Food Engineering 2022; 321, 110960.
[7] P Teeragaroonwong, C Hudthagosol, N Laohakunjit, N Onsri and P Sanporkha. Spray drying of inca peanut meal protein hydrolysate to produce protein powder drink mix. Trends in Sciences 2024; 21(11), 8371.
[8] Y Tian, N Fu, WD Wu, D Zhu, J Huang, S Yun and XD Chen. Effects of co-spray drying of surfactants with high solids milk on milk powder wettability. Food and Bioprocess Technology 2014; 7(11), 3121-3135.
[9] C Draheim, F Crécy, S Hansen, EM Collnot and CM Lehr. A design of experiment study of nanoprecipitation and nano spray drying as processes to prepare plga nano-and microparticles with defined sizes and size distributions. Pharmaceutical Research 2015; 32(8), 2609-2624.
[10] N Wijayanti, TD Widyaningsih, SN Wulan and M Rifai. Influence of spray drying inlet temperature on the physical properties and antioxidant activity of black garlic extract powder. Trends in Sciences 2024; 21(2), 7247.
[11] A Velázquez-Palenzuela, H Wang, N Yang, K Dam-Johansen and JM Christensen. Preparation of TiO2-based hollow microspheres by spray drying and their use as novel active pigments for photocatalytic coatings. Progress in Organic Coatings 2021; 160, 106518.
[12] DE Walton and CJ Mumford. The morphology of spray-dried particles: The effect of process variables upon the morphology of spray-dried particles. Chemical Engineering Research and Design 1999; 77(5), 442-460.
[13] DA Miller, D Ellenberger, T Porfirio and M Gil. Spray-drying technology. In: RO Williams, DA Davis and DA Miller (Eds.). Formulating poorly water-soluble drugs. Springer International Publishing, Cham, Switzerland, 2022, p. 377-452.
[14] DL Yang, RK Liu, Y Wei, Q Sun and JX Wang. Micro-sized nanoaggregates: Spray-drying-assisted fabrication and applications. Particuology 2024; 85, 22-48.
[15] K Almansour, R Ali, F Alheibshy, TJ Almutairi, RF Alshammari, N Alhaj, C Arpagaus and MMA Elsayed. Particle engineering by nano spray drying: Optimization of process parameters with hydroethanolic versus aqueous solutions. Pharmaceutics 20222; 14(4), 800.
[16] D Santos, AC Maurício, V Sencadas, JD Santos, MH Fernandes and PS Gomes. Spray drying: An overview. In: R Pignatello and T Musumeci (Eds.). Biomaterials - physics and chemistry. IntechOpen, London, 2018.
[17] ME Sivamma and R Snehitha. Atomization techniques in spray drying: A review. The Pharma Innovation Journal 2021; 10(5), 454-461.
[18] OZ Olszewski, R Macloughlin, A Blake, M O’Neill, A Mathewson and N Jackson. A silicon-based MEMS vibrating mesh nebulizer for inhaled drug delivery. Procedia Engineering 2016; 168, 1521-1524.
[19] IC Kemp, T Hartwig, R Herdman, P Hamilton, A Bisten and S Bermingham. Spray drying with a 2-fluid nozzle to produce fine particles: Atomization, scale-up, and modeling. Drying Technology 2019; 34(10), 1243-1252.
[20] PD Hede, P Bach and AD Jensen. Two-fluid spray atomization and pneumatic nozzles for fluid bed coating/agglomeration purposes: A review. Chemical Engineering Science 2008; 63(14), 3821-3842.
[21] P Höhne, B Mieller and T Rabe. Advancing spray granulation by ultrasound atomization. International Journal of Applied Ceramic Technology 2020; 17(5), 2212-2219.
[22] VT Mantripragada, K Kumar, P Kumar and S Sarkar. Modeling of powder production during centrifugal atomization. Journal of Sustainable Metallurgy 2021; 7(2), 620-629.
[23] Z Yang, J Yu, J Duan, X Xu and G Huang. Optimization-design and atomization-performance study of aerial dual-atomization centrifugal atomizer. Agriculture 2023; 13(2), 1-19.
[24] J Zhang, Q Yan and W Sun. Advances in piezoelectric atomizers. Transactions of Nanjing University of Aeronautics and Astronautics 2020; 37(1), 54-69.
[25] H Li, J Liu, K Li and Y Liu. Piezoelectric micro-jet devices: A review. Sensors and Actuators A: Physical 2019; 297, 111552.
[26] Y Lei and H Hu. SAW-driven droplet jetting technology in microfluidic: A review. Biomicrofluidics 2020; 14(6), 61505.
[27] RW Wood and AL Loomis. The physical and biological effects of high-frequency sound-waves of great intensity. The London, Edinburgh, and Dublin Philosophical Magazine and Journal of Science 1927; 4(22), 417-436.
[28] M Ashokkumar, F Cavalieri, F Chemat and K Okitsu. Handbook of ultrasonics and sonochemistry. Springer, Singapore, 2016.
[29] MK Tan, JR Friend, OK Matar and LY Yeo. Capillary wave motion excited by high frequency surface acoustic waves. Physics of Fluids 2010; 22(11), 112112.
[30] Y Zhang, S Yuan and L Wang. Investigation of capillary wave, cavitation and droplet diameter distribution during ultrasonic atomization. Experimental Thermal and Fluid Science 2020; 120, 110219.
[31] Y Zhang and S Yuan. Phase, pressure and velocity evolution and atomization characteristics of multiple Faraday waves in ultrasonic atomization: Experiments and simulations. International Journal of Multiphase Flow 2022; 156(37), 104223.
[32] NAH Hadi and A Ahmad. Experimental study of the characteristics of acoustic cavitation bubbles under the influence of ultrasonic wave. IOP Conference Series: Materials Science and Engineering 2020; 808(1), 012042.
[33] H Naidu, O Kahraman and H Feng. Novel applications of ultrasonic atomization in the manufacturing of fine chemicals, pharmaceuticals, and medical devices. Ultrason Sonochem 2022; 86, 105984.
[34] R Lang. Ultrasonic atomization of liquids. Acustica 1962; 341(1954), 28-30.
[35] K Yasuda, K Mochida, Y Asakura and S Koda. Separation characteristics of alcohol from aqueous solution by ultrasonic atomization. Ultrasonics Sonochemistry 2014; 21(6), 2026-2031.
[36] R Rajan and AB Pandit. Correlations to predict droplet size in ultrasonic atomization. Ultrasonics 2001; 39(4), 235-255.
[37] K Yasuda, H Honma, Y Asakura and S Koda. Effect of frequency on ultrasonic atomization. Symposium on Ultrasonic Electronics 2010; 31, 363-364.
[38] K Yasuda, K Mochida, Y Asakura and S Koda. Separation characteristics of alcohol from aqueous solution by ultrasonic atomization. Ultrasonics Sonochemistry 2014; 21(6), 2026-2031.
[39] K Yasuda, Y Bando, S Yamaguchi, M Nakamura, A Oda and Y Kawase. Analysis of concentration characteristics in ultrasonic atomization by droplet diameter distribution. Ultrasonics Sonochemistry 2005; 12(1-2), 37-41.
[40] K Yasuda, Y Nohara and Y Asakura. Effect of ultrafine bubbles on ethanol enrichment using ultrasonic atomization. Japanese Journal of Applied Physics 2020; 59, SKKD09.
[41] LX Huang, K Kumar and AS Mujumdar. A comparative study of a spray dryer with rotary disc atomizer and pressure nozzle using computational fluid dynamic simulations. Chemical Engineering and Processing: Process Intensification 2006; 45(6), 461-470.
[42] JJ O’Sullivan, EA Norwood, JA O’Mahony and AL Kelly. Atomisation technologies used in spray drying in the dairy industry: A review. Journal of Food Engineering 2019; 243, 57-69.
[43] MN Patil, AB Pandit and BN Thorat. Ultrasonic atomisation assisted spray drying. In: Proceedings of the 5th Asia-Pacific Drying Conference, Hong Kong, China. 2007, p. 255-261.
[44] IC Jacobs. Atomization and spray-drying processes. In: AG Gaonkar, N Vasisht, AR Khare and R Sobel (Eds.). Microencapsulation in the food industry. Academic Press, New York, 2014, p. 47-56.
[45] ME Sivamma and R Snehitha. Atomization techniques in spray drying: A review. The Pharma Innovation Journal 2021; 10(5), 454-461.
[46] ABD Nandiyanto and K Okuyama. Progress in developing spray-drying methods for the production of controlled morphology particles: From the nanometer to submicrometer size ranges. Advanced Powder Technology 2011; 22(1), 1-19.
[47] K Almansour, R Ali, F Alheibshy, TJ Almutairi, RF Alshammari, N Alhajj, C Arpagaus and MMA Elsayed. Particle engineering by nano spray drying: Optimization of process parameters with hydroethanolic versus aqueous solutions. Pharmaceutics 2022; 14(4), 800.
[48] F Liu, N Kang, Y Li and Q Wu. Experimental investigation on the atomization of a spherical droplet induced by Faraday instability. Experimental Thermal and Fluid Science 2019; 100, 311-318.
[49] Q Yan, W Sun, L Zhang, H Wang and J Zhang. Effects of vibration characteristics on the atomization performance in the medical piezoelectric atomization device induced by intra-hole fluctuation. Chinese Journal of Mechanical Engineering 2021; 34(1), 123.
[50] E Guerra-Bravo, HJ Lee, A Baltazar and KJ Loh. Vibration analysis of a piezoelectric ultrasonic atomizer to control atomization rate. Applied Sciences 2021; 11(18), 8350.
[51] M Panão. Ultrasonic atomization: New spray characterization approaches. Fluids 2022; 7(1), 29.
[52] Z Lu, ED Dupuis, VK Patel, AM Momen and S Shahab. Ultrasonic oscillatory 2-phase flow in microchannels. Physics of Fluids 2021; 33(3), 032003.
[53] JL Liang, F Zhang, JH Zhang, WQ Huang, YX Wen and BC Chen. Improvement of mesh atomizer performance by electrolytic polishing. Applied Sciences 2023; 13(4), 2572.
[54] M Beck-Broichsitter. Polymer-coated aperture plates for tailored atomization processes. Materials Science and Engineering C 2018; 110, 110666.
[55] D Heng, SH Lee, WK Ng and RBH Tan. The nano spray dryer B-90. Expert Opinion on Drug Delivery 2011; 8(7), 965-972.
[56] P Sharma, M Quazi, IR Vazquez and N Jackson. Investigation of droplet size distribution for vibrating mesh atomizers. Journal of Aerosol Science 2022; 166, 106072.
[57] YM Kuo, WH Chan, CW Lin, SH Huang and CC Chen. Characterization of vibrating mesh aerosol generators. Aerosol and Air Quality Research 2019; 19(8), 1678-1687.
[58] SH Moon, KH Chang, HM Park, BJ Park, SK Yoo and KC Nam. Effects of driving frequency and voltage on the performances of vibrating mesh nebulizers. Applied 2021; 11(3), 1296.
[59] Q Yan, W Sun and J Zhang. Study on the influencing factors of the atomization rate in a piezoceramic vibrating mesh atomizer. Applied Sciences 2020; 10(7), 2422.
[60] M Trapuzzano, A Tejada-Martínez, R Guldiken and N Crane. Volume and frequency-independent spreading of droplets driven by ultrasonic surface vibration. Fluids 2020; 5(1), 18.
[61] J Ju, Y Yamagata, H Ohmori and T Higuchi. High-frequency surface acoustic wave atomizer. Sensors and Actuators A: Physical 2008; 145, 437-441.
[62] E Mahravan, H Naderan and E Damangir. Frequency and wavelength prediction of ultrasonic induced liquid surface waves. Ultrasonics 2016; 72, 184-190.
[63] Y Zhang, S Zhang, Y Xu, X Deng, S Zhao, Y Tian and Y Tang. Experimental study and analysis on the atomization performance of a single micro-droplet motivated by high-frequency ultrasound. Applied Thermal Engineering 2025; 279, 127628.
[64] SH Moon, KH Chang, HM Park, BJ Park, SK Yoo and KC Nam. Effects of driving frequency and voltage on the performances of vibrating mesh nebulizers. Applied Sciences 2021; 11(3), 1296.
[65] P Deepu, C Peng and S Moghaddam. Dynamics of ultrasonic atomization of droplets. Experimental Thermal and Fluid Science 2018; 92, 243-247.
[66] Q Yan, C Wu and J Zhang. Effect of the dynamic cone angle on the atomization performance of a piezoceramic vibrating mesh atomizer. Applied Sciences 2019; 9(9), 1836.
[67] Q Yan, J You, W Sun, Y Wang, H Wang and L Zhang. Advances in piezoelectric jet and atomization devices. Applied Sciences 2021; 11(11), 5093.
[68] J Zhang, Q Yan and W Sun. Advances in piezoelectric atomizers. Transactions of Nanjing University of Aeronautics and Astronautics 2020; 37(1), 54-69.
[69] Z Hou, L Wang, X Yan, Z Wang and L An. Study on characteristics of the cavitation bubble dynamics of lithium bromide aqueous solution with ultrasonic interaction. Journal of Building Engineering 2021; 44, 102424.
[70] T Xiong, G Liu, S Huang, G Yan and J Yu. Two-phase flow distribution in parallel flow mini/micro-channel heat exchangers for refrigeration and heat pump systems: A comprehensive review. Applied Thermal Engineering 2022; 201, 117820.
[71] YD Lang and JH Zhang. Influence of piezoelectric atomizer pores on ultrasonic atomization effect. In: Proceedings of the 2014 Symposium on Piezoelectricity, Acoustic Waves and Device Applications, Beijing, China, p. 287-290.
[72] M Beck-Broichsitter, IE Paulus, A Greiner and T Kissel. Modified vibrating-mesh nozzles for advanced spray-drying applications. European Journal of Pharmaceutics and Biopharmaceutics 2015; 92, 96-101.
[73] M Beck-Broichsitter, C Schweiger, T Schmehl, T Gessler, W Seeger and T Kissel. Characterization of novel spray-dried polymeric particles for controlled pulmonary drug delivery. Journal of Controlled Release 2012; 158(2), 329-335.
[74] M Beck-Broichsitter, MC Knuedeler, W Seeger and T Schmehl. Controlling the droplet size of formulations nebulized by vibrating-membrane technology. European Journal of Pharmaceutics and Biopharmaceutics 2014; 87(3), 524-529.
[75] M Muñoz, S Goutier, S Foucaud, G Mariaux and T Poirier. Droplet size prediction in ultrasonic nebulization for non-oxide ceramic powder synthesis. Ultrasonics 2018; 84, 25-33.
[76] T Kudo, K Sekiguchi, K Sankoda, N Namiki and S Nii. Effect of ultrasonic frequency on size distributions of nanosized mist generated by ultrasonic atomization. Ultrasonics Sonochemistry 2017; 37, 16-22.
[77] M Beck-Broichsitter. Aerosol production by vibrating membrane technology: Analysis of the electrolyte effect on generated droplet size and nebulizer output rate. Journal of Pharmaceutical Sciences 2017; 106(8), 2168-2172.
[78] OZ Olszewski, R MacLoughlin, A Blake, M O’Neill, A Mathewson and N Jackson. A silicon-based MEMS vibrating mesh nebulizer for inhaled drug delivery. Procedia Engineering 2016; 168, 1521-1524.
[79] F Zhang, X Huang, B Chen, Y Huo, Z Liu, W Zhang, M Ma, X Zhou, Z Liang, Z Gui and J Zhang. Research on the machinability of micro-tapered hole group in piezoelectric atomizer and the improvement method. Sensors 2022; 22(20), 7891.
[80] J Zhang, Q Yan, J Huang and C Wu. Experimental verification of the pumping effect caused by the micro-tapered hole in a piezoelectric atomizer. Sensors 2018; 18(7), 2311.
[81] Y Cai, J Zhang, C Zhu, J Huang and F Jiang. Theoretical calculations and experimental verification for the pumping effect caused by the dynamic micro-tapered angle. Chinese Journal of Mechanical Engineering 2016; 29(3), 615-623.
[82] M Beck-Broichsitter, IE Paulus, A Greiner and T Kissel. Modified vibrating-mesh nozzles for advanced spray-drying applications. European Journal of Pharmaceutics and Biopharmaceutics 2015; 92, 96-101.
[83] M Kurosawa, T Watanabe, A Futami and T Higuchi. Surface acoustic wave atomizer. Sensors and Actuators A: Physical 1995; 50(1-2), 69-74.
[84] J Friend and LY Yeo. Microscale acoustofluidics: Microfluidics driven via acoustics and ultrasonics. Reviews of Modern Physics 2011; 83(2), 647-704.
[85] A Qi, J Friend and L Yeo. SAW atomization application on inhaled pulmonary drug delivery. Biomedical Applications of Micro-and Nanoengineering IV and Complex Systems 2008; 7270, 198-207.
[86] M Alvarez, J Friend and LY Yeo. Rapid generation of protein aerosols and nanoparticles via surface acoustic wave atomization. Nanotechnology 2008; 19(45), 455103.
[87] S Zhang, J Orosco and J Friend. Onset of visible capillary waves from high-frequency acoustic excitation. Langmuir 2023; 39(10), 3699-3709.
[88] K Suzuki, K Arashi and S Nii. Determination of droplet and vapor ratio of ultrasonically-atomized aqueous ethanol solution. Journal of Chemical Engineering of Japan 2012; 45(5), 337-342.
[89] J Liu and H Feng. Experimental and theoretical analysis of ultrasonic separation in bioethanol purification. Results in Engineering 2024; 24, 102886.
[90] J Liu, AJ Pearlstein and H Feng. Effect of operating parameters on single-stage ultrasonic separation of ethanol from its aqueous solutions. Separation and Purification Technology 2024; 353, 128179.
[91] H Li, JR Friend and LY Yeo. Surface acoustic wave concentration of particle and bioparticle suspensions. Biomed Microdevices 2007; 9(5), 647-656.
[92] P Brunet, M Baudoin, OB Matar and F Zoueshtiagh. Droplet displacements and oscillations induced by ultrasonic surface acoustic waves: A quantitative study. Physical Review E - Statistical, Nonlinear, and Soft Matter Physics 2010; 81(3), 036315.
[93] D Yang, L Haworth, P Agrawal, R Tao, G McHale, H Torun, J Martin, J Luo, X Hou and YQ Fu. Dynamic mitigation mechanisms of rime icing with propagating surface acoustic waves. Langmuir 2022; 38(37), 11314-11323.
[94] JJ Wang, H Hu, A Ye, J Chen and P Zhang. Experimental investigation of surface acoustic wave atomization. Sensors and Actuators A: Physical 2016; 238, 1-7.
[95] KH Choi, HB Kim, K Ali, M Sajid, GU Siddiqui, DE Chang, HC Kim, JB Ko, HW Dang and YH Doh. Hybrid surface acoustic wave- electrohydrodynamic atomization (SAW-EHDA) for the development of functional thin films. Scientific Reports 2015; 5(1), 15178.
[96] Y Ito, K Kushida, K Sugawara and H Takeuchi. A 100-MHz ultrasonic transducer array using ZnO thin films. IEEE IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control 1995; 42(2), 316-324.
[97] Y Ito, K Kushida, K Sugawara and H Takeuchi. Thermodynamic analysis of brine management methods: Zero-discharge desalination and salinity-gradient power production. Desalination 2017; 404, 291-303.
[98] J Ju, Y Yamagata, K Inoue and T Higuchi. A study on atomization characteristics of surface acoustic wave atomizer using laser doppler anemometry. In: K Shirase and S Aoyagi (Eds.). Service robotics and mechatronics. Springer, London, 2010.
[99] A Lozano, H Amaveda, F Barreras, X Jordà and M Lozano. High-frequency ultrasonic atomization with pulsed excitation. Journal of Fluids Engineering, Transactions of the ASME 2003; 125(6), 941-945.
[100] EE Guerra-Bravo, HJ Lee, A Baltazar and KJ Loh. Vibration analysis of a piezoelectric ultrasonic atomizer to control atomization rate. Applied Sciences 2021; 11(18), 8350.
[101] J Villegas Santiago, F Gómez Navarro, A Domínguez Niño, MA García Alvarad, MA Salgado-Cervantes and G Luna-Solano. Effect of spray-drying conditions on moisture content and particle size of coffee extract in a prototype dryer. Revista Mexicana de Ingeniera Quimica 2020; 19(2), 767-781.
[102] M Selvamuthukumaran, C Tranchant and J Shi. Spraying drying: Concept, application and its recent advances in food processing. In: M Selvamuthukumaran (Ed.). Handbook on spray drying applications for food industries. 1st ed. CRC Press, Boca Raton, United States, 2019.
[103] A Sosnik and KP Seremeta. Advantages and challenges of the spray-drying technology for the production of pure drug particles and drug-loaded polymeric carriers. Advances in Colloid and Interface Science 2015; 223, 40-54.
[104] IC Kemp, T Hartwig, R Herdman, P Hamilton, A Bisten and S Bermingham. Spray drying with a 2-fluid nozzle to produce fine particles: Atomization, scale-up, and modeling. Drying Technology 2016; 34(10), 1243-1252.
[105] M Peanparkdee, S Iwamoto and R Yamauchi. Microencapsulation: A review of applications in the food and pharmaceutical industries. Reviews in Agricultural Science 2016; 4, 56-65.
[106] PR Gogate and RA Khaire. Use of ultrasonic atomization for encapsulation and other processes in food and pharmaceutical manufacturing. In: JA Gallego-Juárez, KF Graff and M Lucas (Eds.). Power ultrasonics: Applications of high-intensity ultrasound. 2nd ed. Woodhead Publishing, Sawston, United Kingdom, 2023.
[107] RA Khaire and PR Gogate. Novel approaches based on ultrasound for spray drying of food and bioactive compounds. Drying Technology 2021; 39(12), 1832-1853.
[108] A Dalmoro, AA Barba, G Lamberti and M D’Amore. Intensifying the microencapsulation process: Ultrasonic atomization as an innovative approach. European Journal of Pharmaceutics and Biopharmaceutics 2012; 80(3), 471-477.
[109] JCG Rocha, FAR de Barros, ÍT Perrone, KWC Viana, GM Tavares, R Stephani and PC Stringheta. Microencapsulation by atomization of the mixture of phenolic extracts. Powder Technology 2019; 343, 317-325.
[110] X Li, N Anton, C Arpagaus, F Belleteix and TF Vandamme. Nanoparticles by spray drying using innovative new technology: The büchi nano spray dryer B-90. Journal of Controlled Release 2010; 147(2), 304-310.
[111] AG Büchi Labortechnik. Spray drying & encapsulation solutions - particle formation for lab scale. Buchi Labortechnik, Flawil, Switzerland, 2015.
[112] CI Piñón-Balderrama, C Leyva-Porras, Y Terán-Figueroa, V Espinosa-Solís, C Álvarez-Salas and MZ Saavedra-Leos. Encapsulation of active ingredients in food industry by spray-drying and nano spray-drying technologies. Processes 2020; 8(8), 889.
[113] B Gu, B Linehan and YC Tseng. Optimization of the Büchi B-90 spray drying process using central composite design for preparation of solid dispersions. International Journal of Pharmaceutics 2015; 491(1-2), 208-217.
[114] EM Littringer, S Zellnitz, K Hammernik, V Adamer, H Friedl and NA Urbanetz. Spray drying of aqueous salbutamol sulfate solutions using the nano spray dryer B-90 - The impact of process parameters on particle size. Drying Technology 2013; 31(12), 1346-1353.
[115] A Kyriakoudi and MZ Tsimidou. Properties of encapsulated saffron extracts in maltodextrin using the Büchi B-90 nano spray-dryer. Food Chemistry 2018; 266, 458-465.
[116] SM Jafari, C Arpagaus, MA Cerqueira and K Samborska. Nano spray drying of food ingredients; materials, processing and applications. Trends in Food Science & Technology 2021; 109, 632-646.
[117] R Vehring, WR Foss and D Lechuga-Ballesteros. Particle formation in spray drying. Journal of Aerosol Science 2007; 38(7), 728-746.
[118] R Vehring. Pharmaceutical particle engineering via spray drying. Pharmaceutical Research 2008; 25(5), 999-1022.
[119] M Mezhericher, A Levy and I Borde. Heat and mass transfer of single droplet/wet particle drying. Chemical Engineering Science 2008; 63(1), 12-23.
[120] NNM Eijkelboom, AP van Boven, I Siemons, PFC Wilms, RM Boom, R Kohlus and MAI Schutyser. Particle structure development during spray drying from a single droplet to pilot-scale perspective. Journal of Food Engineering 2023; 337, 111222.
[121] S Chopde, R Datir, G Deshmukh, A Dhotre and M Patil. Nanoparticle formation by nanospray drying & its application in nanoencapsulation of food bioactive ingredients. Journal of Agriculture and Food Research 2020; 2, 100085.
[122] C Anandharamakrishnan and SP Ishwarya. Spray drying techniques for food ingredient encapsulation. IFT Press, Illinois, United States.
[123] G Aladwani, MAM Momin, B Spence, DR Farkas, S Bonasera, A Hassan, M Hindle and W Longest. Effects of different mesh nebulizer sources on the dispersion of powder formulations produced with a new small-particle spray dryer. International Journal of Pharmaceutics 2023; 642, 123138.