Trends
Sci.
2026; 23(6): 11968
Development of Kraft Paper Type of Liner Board from Pineapple Leaves to Suitable for Printing of Packaging
Nongnuch Klinpikul1, Jantharat Wutisatwongkul2 and Wannisa Keawbankrud3,*
1Division of Industrial Product Design, Department of Science, Faculty of Science and Technology,
Rajamangala University of Technology Krungthep, Bangkok 10120, Thailand
2Faculty of Science and Technology, Suan Dusit University, Bangkok 10700, Thailand
3Health Science and Aesthetic Program, Department of Science, Faculty of Science and Technology,
Rajamangala University of Technology Krungthep, Bangkok 10120, Thailand
(*Corresponding author’s e-mail: [email protected])
Received: 19 September 2025, Revised: 24 September 2025, Accepted: 1 October 2025, Published: 1 February 2026
Abstract
Handmade modified Pineapple-Pine pulp paper hand sheets were prepared by combining pine pulp with pineapple pulp in different proportions, such as 100:0, 75:25, 50:50, 25:75 and 0:100. The physical and mechanical properties, such as tensile index, burst index and brightness of the paper made have been tested under laboratory conditions. It is observed that the best blending percentage is 50:50 having a tensile index of 21.34 ± 0.07 MPa, a burst index of 2.18 ± 0.01 Nm/g, water absorption index 185.13 ± 0.05 g/m2, brightness 66.60 ± 0.04 °Elrepho. This ratio exhibits the most suitable compromise for mechanical strength, absorbency and visual level needed for paper use. For printing suitable coating materials, five formulations were tested by adjusting the AKD: Cationic polymeric blend ratio from about 1:1 to 5:1 and holding silica constant at 2.5 mL. The best formulation according to TIS 170-2550 was found in a ratio of AKD:Cationic polymer blend is 3:1 with standard weight equals 127.31 ± 0.06%, moisture of value 4.40 ± 0.1% and lowest water absorption (Sekkad side = 30.20 ± 0.08 g/m2; gravure side = 36.42 ± 0.21 g/m2). Further, the ring crush strength and edge crush strength were 1.53 ± 0.02 kN/m and 1,417.61 ± 0.53 N/mm and tensile strength was 3.82 ± 0.17 MPa for this new formulation respectively. These properties balance water resistance, printability and mechanical properties together and it is fit for high quality packaging and printing paper.
Keywords: Pineapple leaf pulp, Mechanical properties, AKD: Cationic polymeric blend ratio, Printability
Introduction
Paper is a basic material whose history spans about 2 millennia, beginning in ancient China and spreading worldwide. Modern papermaking incorporates the use of a wide variety of raw materials, from wood pulp and ag residues to plant fibers (flax, bamboo) that are tailored to both industrial needs as well as sustainability criteria. The continual evolution in types and sources of paper—ranging from printing and packaging papers to specialty and recycled variants—reflects both technological innovation and increasing environmental awareness. Therefore, recent studies have focused more on the study of alternative and environmentally friendly fibers for papermaking to keep pace with the dynamic character of this industry and its nature, which is getting smart, flexible and environmentally educated [1,2]. Recently, environmental and renewable materials are more in demand in the paper industry. Modifiers based on PALF, and pine fibers are also important alternatives for agro-waste-based and renewable resources. Pineapple fiber paper stands out due to its high cellulose content, lightweight structure, mechanical strength, and excellent biodegradability, whereas pine fiber paper is renowned for its long, resilient fibers—giving superior durability and smoothness ideal for printing and packaging. PALF paper is eco-efficient and cost-effective, it has challenges related to water-absorption and structural uniformity. On the other hand, pine fiber paper has been suggested to have better physical properties but requires a more expensive and more environmentally intensive forestry. Recent scholarly work (2010 - 2024) highlights the relative strengths and weaknesses of both types of paper enabling knowledgeable choices across range of product applications [3-5].
Coating materials are indispensable in the paper industry as they improve quality and surface properties of paper for high-quality printing. Coatings, which typically comprise polymers, additives, or nanoparticles, improve surface smoothness, regulate ink absorption, and increase paper durability. Such modifications provide sharper and more vibrant or consistent print images, while also protecting the paper surface from damage in service. In the last decade, focuses on research focused on advanced coating formulations and application technologies to improve performance as well as sustainability of the printing industry [6,7].
Thailand, one of the world’s biggest pineapples producing country is facing a problem related to agricultural wastage, specifically of the pineapple leaves which are usually thrown away or burnt, causing concerning pollution problems. Recently, the research has focused on converting pineapple leaves (Ananas comosus.) into pulp that is then mixed with other natural fiber like pine-needles for environmentally friendly paper and packaging. The composite paper produced has good durability and water resistance due to the optimal degree of blending ratio, and the adequate coating agent. The evidence that paper from mixed pineapple leaf and other agricultural fibers can meet mechanical, functional and packaging demands and on the other hand valorizes agricultural waste streams reduce pollution and help to move to circular sustainable bioeconomy is needed [5,8].
Material and methods
Plant materials
The pineapple leaves (Ananas comosus, Pattawia cultivar) used in this study were sourced as agricultural waste from Mueang District, Prachuap Khiri Khan Province. The pine needles were purchased from a local market.
Chemicals
Pineapple (Ananas comosus) and Pinus spp. (pine) needles were selected as plant material used in the experimental study (and a telltale — here because both are so fibrous and paper-making friendly). Sodium hydroxide (P&N Labchem, Thailand) was used as a pulping agent, 30% Hydrogen peroxide (Panreac, Spain) was used as bleach, and Sodium silicate (Eka Chemical, Thailand) to stabilize pH and enhance the stability of peroxide. The additional additives include Alkyl ketene dimer (AKD) (Eka Chemical, Thailand) as an accessory-sizing agent as well as another polymer (Cationic polymeric blend, CS 5420) (Eka Chemical, Thailand) itself and Silica (Eka Chemical, Thailand) to enhance the strength properties and functional structuralization of the handmade paper.
Extraction of Pineapple Leaf Fiber (PALF)
The pineapple leaf fiber (PALF) is extracted by washing the leaves of pineapples and squeezing them cleansed from fresh water, then cutting the leaves into small pieces, subjected to boiling with 4% sodium hydroxide at liquor-to-wood ratio of 10:1 for an hour. This is a good process for the recovered cellulose fibers from unwanted materials. The fibers are washed thoroughly with fresh water to remove all chemical residues and partially squeezed after boiling. The treated fibers are then put in a plastic bag for later use [9-11].
Pulp screening
Pulp screening is a necessary stage in paper-making industry. The pulped material is first screened to remove any partially disintegrated fiber lumps and trash prior to entering the refiner. After this, a centrifuge removes the excess water from the pulp before it is proceeded to the next stages of paper making [12,13].
Defibering process
The defibering of pineapple leaves was done by immersing 100 g shredded chipped leaves in 5 L deionized water (DI). The stir was sustained as the temperature of the blend was raised to between about 80 and 90 °C. Then 30% hydrogen peroxide (H2O2) [14,15] 100 mL and sodium silicate modified by Jawaid and Khalil [16] 50 mL were used. Under this condition was carried out for 30 min to remove non-cellulosic elements and promote fiber disintegration. The pulped fibers were then washed with water for the removal of any remaining chemicals before use.
Preparation of handmade paper sheets
The characteristics of handmade paper were altered systematically by changing the ratios of Ananas comosus and Pinus kesiya blend mix to understand their influence on sheets. Five different blending ratios were formulated: 100:0, 75:25, 50:50, 25:75 and 0:100. Thirty individual hand sheets were produced using each mixture, for a total of 150 sample sheets. The pulps have all been prepared following standard laboratory fiber preparation methods and sheet forming was in accordance with conventional hand papermaking such as to minimize variation. This well-defined protocol allowed a direct comparison between mechanical and physical characteristics of the paper sheets in terms of fiber blend ratios.
Paper sheet forming process
The manufacture of a paper sheet pulp and water are initially mixed in pattern form, after which an intensive agitation of the suspension is carried out on a mixing machine. The resultant mixture is discharged into the paper sheet forming machine wherein by means of the frame of mesh mold the sheets assume an ultimately circular form and are further equalized to a uniform thickness. Excess water is thereafter carefully expelled by the pressing means for improved dehydration and quality of the sheets. After forming, the wet sheets are carefully removed from the mold and conveyed to a heated dryer where they remain until completely dry when further testing or application is conducted.
Coating materials suitable for printing
In this study (Table 1), we examine materials available as coatings which can be printed by determining surface strength and print quality based on preliminary tests. The effect of formulation ratio with a change in AKD to cationic-polymer blend ratios on paper coatings are also studied by the variation of silica content while keeping it constant at 2.5 ml is presented in this study. The weight ratio of AKD to Cationic polymeric blend was in the range of 1:1 - 5:1, with variation in AKD content from 4 to 20 mL and keeping the amount of Cationic polymeric blend and silica fixed at 4 mL and 2.5 mL in all formulations, respectively. The purpose of these modifications is to explore the possible effects of AKD content will have on key performance properties of coated paper, such as water repellency and internal bond strength. Such a method is helpful to determine the optimum ratio in the production of industrial- and special quality coated paper.
Table 1 Shows the optimal ratios of coating materials suitable for printing.
Ratio (AKD: Cationic polymeric blend) |
AKD (mL) |
Cationic polymeric blend (mL) |
Silica (mL) |
1:1 |
4 |
4 |
2.5 |
2:1 |
8 |
4 |
2.5 |
3:1 |
12 |
4 |
2.5 |
4:1 |
16 |
4 |
2.5 |
5:1 |
20 |
4 |
2.5 |
Note: AKD = Alkyl Ketene Dimer.
Physical and mechanical property tests
Handmade paper sheets
The physical and mechanical characteristics of the handmade paper sheets were determined by standard sheet weight, determination of density, measurement of thickness, water absorption as per Cobb’s method testing for tensile index (MPa), burst index (Nm/g), water absorption index (g/m2) and brightness (°Elrepho). All measurements were performed at the Thai Industrial Standards Institute, Thailand, based on the Thai Industrial Standard (TIS) 170-2550 [17].
Coating materials suitable for printing
Printability of coating materials was evaluated by determining the standard moisture content (%), 2-min water absorption (in both Sekkad and Gravure modes, g/m2), ring crush (kN/m), edge crush resistance (N/mm) and tensile strength (MPa). All sediment analyses were performed by the Department of Science Service (DSS), Thailand as per Thai Industrial Standards (TIS) 170-2550 [17].
Printability
Experimentation was characterized with screen-printing technique on Ink Rub Tester device to check ink adhesion and rub resistance over multiple times of abrasion on the test sheets.
Statistical analysis
The data are expressed as mean ± SD. Differences were then determined between treatment and control groups by ANOVA with Tukey’s post-hoc test. A p value < 0.05 was considered a significant difference using 2-tailed test. All data was processed using GraphPad Prism 10.0.
Results and discussion
Extraction of plant
White long fibered paper was produced for cosmetic package using agricultural waste from the leaves of pineapple plant (Ananas comosus), which were grown in Pranburi District, Prachuap Khiri Khan Province. DI water was used to extract the leaves by decoction method with 4% sodium hydroxide for 1 h, with a yield of 95.58 ± 0.63%. The morphology of the sample before bleaching was having a highly green color and changed to light yellowish white after bleaching. The dried pineapple leaves shown in Figure 1(a) possesses a distinctive appearance. At this point, the leaves still have lignin, hemicellulose, waxes and other surface impurities that may hinder processing efficiency and lower fiber yield. The structure itself is not very flexible, nor does it expose much cellulose microfibril. Raw pineapple leaf fiber (PALF) has been reported to have substantial lignin content (5% - 12%) and some impurities which makes it less susceptible for industrial conversion without pretreatment [18,19].
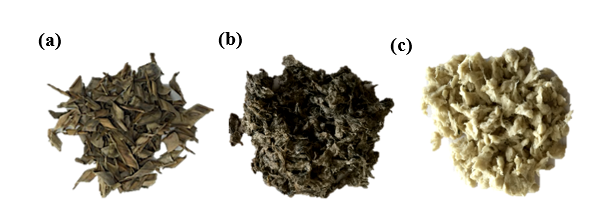
Figure 1 Appearance of pineapple leaf samples at different treatment stages: (a) dried pineapple leaves, (b) pineapple leaves after boiling with 4 %w/w NaOH, and (c) pineapple leaf pulp bleached with 30% hydrogen peroxide (H2O2) and sodium silicate.
Pineapple leaves after decoction in alkali solution of sodium hydroxide (NaOH) 4% as shown in Figure 1(b). The lignin, hemicellulose, waxes and all other non-cellulosic components are efficiently degraded during the NaOH treatment, resulting in high cellulose being exposed. Further, this process improves the roughness and adhesion of the fiber surface by removing amorphous regions and impurities. Research studies revealed that alkali-treated pineapple leaf fiber exhibit better mechanical properties as well as higher cellulose content up to 57% with alikization and at the same time, reducing the diameter of fibers and increase in surface area for reactions [18,20,21]. Pineapple Leaf Pulp Bleached with Hydrogen Peroxide and Sodium Silicate (Figure 1(c)) shows the result of bleaching using 30% hydrogen peroxide (H2O2) and sodium metasilicate. Hydrogen peroxide is a very effective oxidizing bleaching agent, break up of residual lignin and pigments resulting in an increase in color and brightness (as measured by Whiteness) of the pulp. Furthermore, sodium metasilicate enhances the diffusion and buffering power of the bleaching agents, allowing a better uniform whitening of the fibers. Reportedly, hydrogen peroxide greatly enhances the pulps in terms of lightness and brightness; whilst the addition of pineapple increases bleaching efficiency due to yielding synergistic enzymes. The treated pulp has lower lignin content, higher cellulose accessibility, and brighter appearance and is more suitable for downstream applications such as packaging materials or composite products [22-27]. Briefly, visual alterations can be observed in the 3 differences figures at different processing stages of pineapple leaf fiber such as raw material without treatment, alkaline pretreated with improved cellulose exposure and peroxide-bleached pulp with increased brightness and less impurities. These evolutions are corroborated by the literature that emphasizes the importance of sodium hydroxide and hydrogen peroxide as they are supplemented with enzymatic or catalytic co-agents in tailoring the physic-chemical behaviors of pineapple leaf fibers for potential advanced composites development.
Handmade modified pineapple-pine pulp paper sheet
Handmade modified pineapple pulp paper sheets were made by mixing pineapple pulp with pine pulp in different ratios (100:0, 75:25, 50:50, 25:75 and 0:100) to improve the visual appearance and smoothness of sheets. The paper-making process was initiated by mechanical disintegration of the homogenized pulp to ensure total dispersion of fibers (Figure 2(a)). These pulps were subsequently screened and sized to remove contaminants and ensure uniform fiber length (Figure 2(b)). After that, the processed pulp was further formed to a sheet (Figure 2(c)) and then pressed-soaked to compact the fiber mat and dewater (Figure 2(e)) and the sheets were oven-dried afterwards, in order to stabilize their moisture content (Figure 2(f)). This complete process yielded homogeneous handmade paper sheets that were ready for physical-mechanical testing (Figure 2(g)).
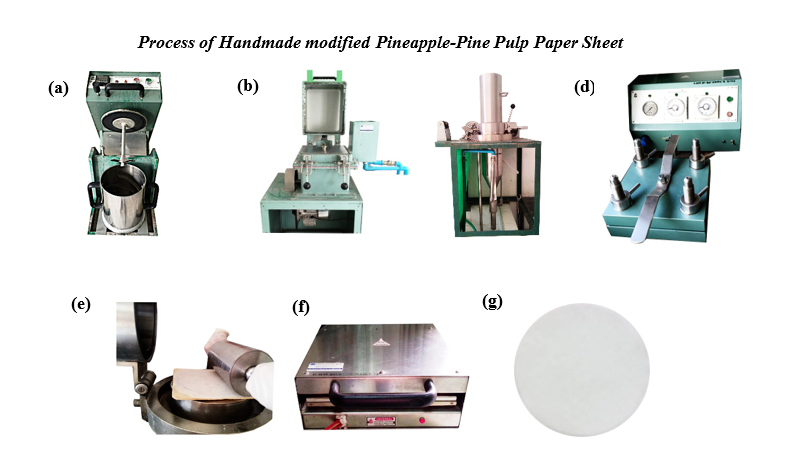
Figure 2 The process and equipment used in laboratory sheet formation: (a) disintegration of pulp, (b) screening and sizing, (c) sheet forming, (d) sheet press, (e) removal of water, (f) drying oven, and (g) handmade paper sheet.
Physical and mechanical property tests
The effects of mixing ratios between pineapple and pine pulp (100:0, 75:25, 50:50, 25:75 and 0:100) were investigated with physical and mechanical characteristics. The Tensile Index (MPa), Burst Index (Nm/g), Water Absorption Index (g/m2) and Brightness (°Elrepho) values, can be defined as follows:
The Tensile Index (MPa) as an important parameter, that was used to assess the potency of paper’s sheets against tensile breaking. This property indicates the bonding performance of the fibers and of the fabric overall, thus vital for packaging, printing and other industrial purposes. In general, tensile indices of good handmade or moulded pulps papers are in the order 20 - 60 MPa; for Kraft and packaging grades they may be higher than 30 MPa for strong applications [28-30]. The data in Figure 3(a) show that the highest tensile index was obtained for sheets with 100:0 proportion of pineapple pulp, which was equal to 30.04 MPa. As pine pulp ratio increased, TI decreased progressively: the 75:25 was 28.28 MPa, then a 50:50 (21.30 MPa), followed by a 25:75 (12.01 MPa) and pure-hole (i.e., pine-based paper with no hemp pulp) demonstrated the worst performance (5.48 MPa). These results suggest that pineapple pulp is the main constituent that imparts mechanical strength to blended sheets. The best ratio, thus 100:0 pineapple to pine pulp, exhibits better tensile strength for high-performance paper making. This general observation of higher twist characteristics for fiber blends from agricultural sources is supported in literature. The tensile indices of molded sheets made from pineapple leaf pulp has been reported to be in the range of 45 - 57 MPa with optimum blending condition surpassing other non-wood sources. Sibaly and Jeetah [31] obtained tensile indices of about 6.5 Nm/g for pure pineapple leaf papers, which showed remarkable mechanical strengths and characteristics. This is logical as other studies pointed out that increase of pineapple pulp proportion leads to enhancement of tensile index values, which agrees with the obtained experimental results [29-31].
The burst index (Nm/g) measures the resistance properties of paper to rupture under increasing pressure and is used as an indication of strength and structural uniformity. This value is very important in the applications where hardness and mechanical protection, production of packaging and printing are required. The burst index of packaging papers is generally in the range 2 - 4 Nm/g denoting strong rupture. The burst index values for pineapple-pine pulps had ranges of 0 - 3 Nm/g in this work and the lowest value is found in paper made from 0:100 pulp which have a burst index value of below 1 Nm/g, indicating that papers containing only pine pulp are not suitable to be used generally packing since their burst indices are far less than thickness [32]. Handmade paper sheets having a 100:0 pineapple: Pine pulp ratio have burst index comparable to commercial packaging paper while incorporation of pine pulp decreased the burst index close to that for specialty or printing papers. As shown in Figure 3(b), the burst index of handmade paper sheets decreases as more pine pulp is added, and that it reaches its maximum value at an addition ratio of 0:100 (pine-pineapple pulp) which is approximately 2.83 Nm/g. Both 75:25 and 50:50 conditions show fair burst indices of approximately 2.18 Nm/g, whereas the 25:75 (1.93 Nm/g) and the 0:100 (0.33 Nm/g) exhibit a considerable decrease in this value. This tendency demonstrates that the higher relative amount of pineapple pulp applies excellent cohesive and binding ability to paper, indicating that the capillary effect between fibers becoming smaller due to the use of pineapple fibers. The best proportion in terms of burst index is 100:0, and the value equals those obtained from previous pineapple fiber-based paper studies [30,33]. The high burst index of pineapple pulp paper has been well documented in several papers. For instance, Chowdhury et al. [30] reported pineapple leaf pulp’s burst index that resulted in 3.31 Nm/g, it is like those maximum value of this study. Moreover, research that carried out by Sibaly and Jeetah [31] showed that the burst index was higher in 100% of pineapple paper than mixed composition. Briefly, these results reinforce the benefit of incorporating pineapple pulp as a key ingredient for achieving higher burst index and hence better mechanical strength of handmade papers.
Water absorption (g/m2) is a vital index to evaluate the absorbing and retaining water capability of paper, significantly affecting its performance in usage like packaging, printing and hygiene etc. High absorbency is desirable for some absorbing products, while lower levels of aside 100% - 500% are desirable in packaging to increase stability across dimensions and resistance to liquid ingress. In general, optimal water absorption for high grade papers used in structural and packaging applications is moderate (not abnormally high, to danger mechanical resistance nor too low, which possibly could indicate a porous or bad fiber bonding) [31,34]. As shown in Figure 3(c) that water absorption intensity rise with increasing pine pulp content in the paper sheet. The highest water absorption was observed with 0:100 (pure pine pulp) and increased as the proportion of pine: Pineapple pulp increased. Therefore, this tendency indicated that pineapple pulp fiber possesses a more effective water resistance than pine because of their higher crystallinity and less open pores. For uses which require a compromise between mechanical strength and absorbency, the pineapple to pine pulp ratios in the 75:25 or 50:50 range afford useful compromises while still giving good water absorption. In terms of burst index (kPa), which is an indicative value of resistance to rupture under pressure that is well correlated with mechanical toughness and strength, values in the 2 - 3 kPa·m2/g range have been typically reported as acceptable for molded pulp and non-wood-based papers. Various research has revealed that burst index is strongly influenced by fiber quality, pulping process, and the extent of inter-fiber bonding. For example, Sibaly and Jeetah [31] are related to the bio-composites with 100% pulp of pineapple leaf fiber molded paper and 0.84 - 2.73 kPa, respectively, for 100% of pulp product hood paper [31]. Newer studies have also established that an improvement in the refining and blending level of pineapple as well as other non-wood pulps are related to higher burst index where increased values may signify increase in fiber bonding, and sheet density. Therefore, the best balance of tensile, burst and absorption properties in sustainable handmade paper favors higher pineapple pulp contents that signals resilient performance without degrading basic physical characteristics. The brightness (°Elrepho) indicates the reflective capacity of paper or pulp samples, and is a key optical parameter directly related to the whiteness and surface of the samples. High brightness is required for applications that require high visual quality, printability and a clear look in packaging and printing papers. In practice, brightness values for bleached pulps and commercial paper already are in the 80 - 90 °Elrepho range which signifies a high level of whiteness with minimal remaining lignin or color from fiber sources. In the comparison of physical-mechanical properties (Figure 3(d)), brightness values increase progressively when higher amounts of pine pulp are added, and they vary between 53.05 (100% pineapple) and 85.84 (100% pine). The positive brightness is best under the 0:100 condition. However, 100% pine pulp with the highest brightness has lower mechanical indices, showing a reinforcement of relation between optical properties and strength. Within industrial values of amounts match 50:50 or above are desirable; with these, brightness exceeds 66 °Elrepho but mechanical properties remain acceptable. Relevant study of Matos et al. [35] used the ABB L&W Elrepho spectrophotometer for ISO brightness evaluation in eucalyptus pulp, stressing the relevance of an instrumental calibration and that brightness values between 85 - 90 °Elrepho were found to be optimal to produce high-grade white papers. This result supports the adoption of Elrepho-based measurements as a reliable measure for assessing paper appearance and quality [35].
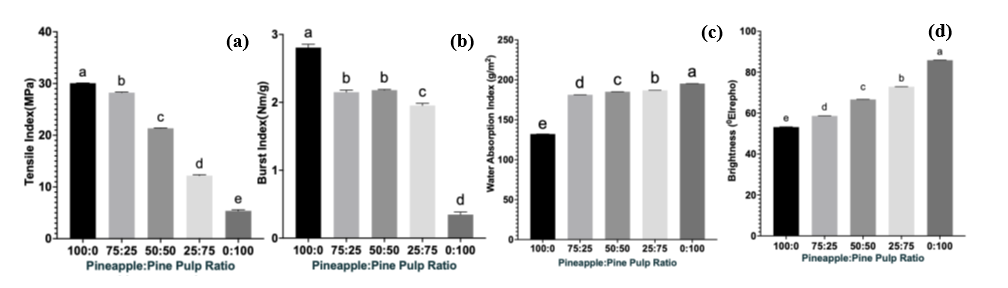
Figure 3 Physical and mechanical properties of handmade paper sheets with different pineapple pulp to pine pulp mixing ratios: (a) Tensile index (MPa), (b) burst index (Nm/g), (c) water absorption index (g/m2), and (d) brightness (°Elrepho). Statistical analysis indicates significant differences among groups (p < 0.05).
Optimum of physical and mechanical property tests
The best condition is when the pineapple pulp and pine pulp were mixed 50:50 (Table 2). This mixture has the optimum coverage of essential physical and mechanical properties: Moderate tensile index value (21.34 ± 0.07 MPa) and burst index value (2.18 ± 0.01 Nm/g), which are high enough for paper needed for demanding uses, a water absorption index amounting to 185.13 ± 0.05 g/m2 makes it possible to achieve an appropriate absorbency without considering strength too much and brightness color, that is equal to 66.60 ± 0.04 °Elrepho - above satisfactory limit as regards eye-catching printability of made sheets essentially reaches the certain limit for visually satisfying the prints with utilization of printing papers. The 50:50 blend is beneficial for bringing together qualities from both pulps, such as the strength often found in pineapple fibers and brightness of pine pulp, where to a certain point, it becomes applicable for multifunctional paper applications that require some sort of durability and optical quality balance down to a reasonable level for the market.
Table 2 Optimum of Physical and mechanical property tests.
Ratio (Pineapple pulp: Pine pulp) |
Tensile Index (MPa) |
Burst
Index |
Water Absorption Index (g/m2) |
Brightness (°Elrepho) |
50:50 |
21.34 ± 0.07 |
2.18 ± 0.01 |
185.13 ± 0.05 |
66.60 ± 0.04 |
Note: Values are presented as mean ± standard deviation from 3 independent measurements.
Coating materials suitable for printing
In this study, 5 formulations are tested to find the best AKD to Cationic polymeric blend ratio when keeping a fixed amount of silica (2.5 mL) in each sample. The weight ratio of AKD to cationic polymeric mixture is 1:1 - 5:1, and the desulfurized volume of AKD is 4, 8, 12, 16 and 20 mL with the addition amount of cationic polymeric mixture all being kept at the value of assemblage holding. All the experiments were carried out under standard room conditions: Temperature: 27 ± 1.4 °C and relative humidity of 65 ± 1.3%, as specified by TIS 170-2550 (Thai Industrial Standard). This approach is intended for testing the wanted surface properties of carton paper, such as basic weight (%), moisture content (%), water absorptiveness at 2 min (measured by means of Sekkad side (g/m2) and Gravure side (g/m2)), ring crush value (kN/m), edge compression stiffness (N/mm) or tensile strength (MPa).
Standard weight (%) which is the actual weight of a ream, expressed as a percentage of the base model. This pulse parameter is important for the paper industry, because it is linearly related to the thickness, printability and mechanical strength of printing-paper products. Different standard details are used depending on the end use: for fine paper (such as letterhead and high-end catalogue papers), between 70 to 100 g; publication papers (such as book or newsprint), from about 60 to 90 g.; and heavier grades up to 250 g per square meter can be produced in order to be used for some types of board, such as packaging. This value contributes to the stabilization of product qualities and is widely stipulated in technical specifications for paper/board. As can be seen from Table 3, comparing AKD: Cationic polymeric blend at different proportions, the standard weight (%) of paper sheets ascends continuously from 123.31 ± 0.12 to 129.35 ± 0.03 with increase in proportion of AKD to Cationic polymeric as from 2:1 to 5:1. Such a tendency suggests that a larger AKD content enhances mass per area, probably attributed to more coating material remained on surface of paper. The stepwise values for each ratio demonstrate the statistical significance among experimental groups and provide a better refinement of formulation parameters according to need. The maximum value for standard weight (%) obtained in this work is 5:1 AKD: Cationic polymeric blend with a mean value of 129.35 ± 0.03%. This conclusion is supported by prior studies, for example, Çiçekler et al. [36], who reported that it is possible to improve barrier properties along with increased AKD dose in the sizing process over a range of pulp substrates. Papers sized with higher AKD dose showed not only a more hydrophobic surface but also lower water absorption, which are superior properties for high-quality print and packaging papers. However, balance between higher weight and barrier properties for practical use such as flexibility, printability, cost-effectiveness should be performed because too high grammage is likely to degrade the other practical properties [36-39].
Moisture content (%) is a measure of the quantity of water in a paper sheet as a percentage of its total mass. This parameter is important for the behavior of the paper during printing, converting and storage, since too high a moisture content could induce dimension instability, curl or reduction in mechanical strength, and vice versa excessive low moisture may lead to brittleness and poor printability. By way of example, the desired moisture content for digital printing and offset papers is between 4.5% and 6.0% with closer to 6% often being considered optimum to ensure stability and performance on packaging applications as well as damage effects in toner adhesion/image quality [40]. The moisture content of the samples obtained in this study are 6.20% for 1:1 to 3.30% for a sample with AKD: Cationic polymeric blend at 5:1, indicating that an increase in AKD concentration leads to a gradual reduction of moisture contents. Most notably, 1:1 and 2:1 ratios produced the highest moisture contents (> 6%) while ≥ 3:1 ratios had dramatically lower moisture levels with a minimum at 5:1. This means that with the increasing content of AKD, the hydrophobicity property of paper surface is likely to increase and water absorption decreases, which is consistent with the fact that AKD as a sizing agent can improve water resistance performance. The best moisture content, in terms of printability and mechanical properties, is achieved at the 3:1 and 4:1 ratio that produce intermediate level of moisture (around 4.4% - 4.5%). These results are successful in balancing the good sheet flexibility and excellent dimensional stability, without occurrence of curl or brittle characters, even after treatment for maintaining hydrophobic property thereby increasing water penetration. Research by others reported that moisture resistant paper performs and prints at its best when in the 4% - 5% range for moisture content which supports this current investigation.
Water absorbency for 2 min measured on Sekkad side (g/m2) and Gravure side (g/m2) is an important measure of the paper’s liquid holding capacity also generally determined with a Cobb test (ISO 535 or TAPPI T441). The Sekkad side is the second or reverse surface of ultra-calendared paper, i.e., the base or uncoated side of the sheet and Gravure side being a face other than its direct opposite. Typical Cobb numbers for packaging and corrugated papers are 20 - 40 g/m2 for high quality board, with values of more than 50 g/m2 leading to printability and dimensional stability problems due to excessive ink absorption. The experimental data indicates that the water absorption of AB-Blended paper from 2 sides reduces with increasing the value of AKD to Cationic polymeric blend ratio (from 1:1 to 5:1). In particular, the Sekkad side reduces from 35.52 ± 0.02 g/m2 to 29.23 ± 0.04 g/m2 and the Gravure side decreases from 48.3 ± 0.26 g/m2 to 33.21 ± 0.12 g/m2. This phenomenon demonstrates that the more content of AKD is present compared with the cationic polymeric composition, the lower water sensitivity of this paper on both sides. Remarkably, the absorbance is markedly higher on the Gravure Side that shows an increased porosity and ink absorption characteristics as such which are important for controlling printability of coated paper systems. The statistical difference between both sides becomes higher at the highest AKD level, however differences are still significantly different to each other. There is an optimum AKD: Cationic polymeric blend ratio with respect to minimizing water absorption at 2 min, which is 5:1 as seen in both Sekkad Side that shows the lowest value (29.23 ± 0.04 g/m2) and Gravure Side that has its minimum (33.21 ± 0.12 g/m2). This ratio contributes to the improved water resistance, which is important in carton board use where more AKD proportion makes it effective for repelling water. The result is consistent with the property there is a more hydrophobicity in contact angle as AKD level increased into surface treatment. The work published by Smithers and TAPPI standards also adds to the evidence that the right combination of formulated AKD levels is related with better cobb values and higher dimensional stability for high quality packaging.
Moreover, ring crush strength (kN/m) will be regarded as an important criterion for the determination of the compressive strength of a paperboard or carton material, and it will provide an indication of its resistance to crushing forces acting perpendicular to the surface of sheet. This characteristic is crucial in the prediction of stacking and load resistance for packaging materials, e.g., corrugated boxes. Common values of bending stiffness are approximately 1.5 - 3.0 kN/m for carton-grade paperboard (the upper and lower limits depend on factors such as fiber composition, basis weight and the use of reinforcing additives). As shown in Table 3, the ring crush strength decreases generally as the amount for AKD: cationic polymeric mixture ranges from 1:1 to 5:1. At the least AKD: Cationic polymeric blend ratio of 1:1, the strength is maximum (2.98 ± 0.02) kN/m and reaches a minimum (0.44 ± 0.01) kN/m at the 5:1 ratio. This decreasing tendency implies that the excessively added AKD, more than cationic polymeric blend, results in paper sheet structure deterioration and compression resistance decline, which may be ascribed to interfering with fiber-fiber bonding and over-saturation of matrix by hydrophobic agents. The optimal ratio of AKD to Cationic polymeric blend which can yield the maximum ring crush strength is 1:1, so that this has the highest compressive strength among others ≈ 2.98 ± 0 kN/m (all of which are greater than or equal to characteristic of carton paper as defined by industry standards). The previous research supports these results and show that surface sizing with intermediate doses of AKD and starch improve the ring crush index. They also admit that an overdose of AKD would decrease strength because of the bond weakening inside fibers under high hydrophobic modifications. This highlights the importance of careful control on sizing agents and Cationic polymeric blend to achieve optimal mechanical performance, confirming that a 1:1 mixture is ideal for high compressive strength applications [41-43].
Furthermore, the edge crush strength (N/mm), which is a common measure to calculate the compressive force required for buckling of paper and paper board in the perpendicular direction of its surface. This is commonly considered to be a measure of (stacking) strength and packaging integrity. Edge crush resistances of commercial corrugated board usually lie between about 1.2 to 2.0 N/mm, depending on grade, material and manufacturing conditions [41]. The Edge Crush resistance results given in Table 3 clearly show variations when the ratio of AKD: Cationic polymeric blend is increased from 1:1 to 5:1, respectively. The overall ratios 1:1 and 2:1 present high resistance, 1,914 and 1,986 N/mm, respectively. However, higher content of AKD, with a proportion 3:1; 4:1 and 5:1 resulting in the lowest value of resistance among all samples at values of 1,417, 1,326 and 1,303 N/mm, respectively. This behavior is consistent with a lower stacking and edgewise strength observed when high levels of AKD are added, likely resulting from either matrix breakage or over saturation by interfering with inter-fiber bonding. The best AKD to Cationic polymeric blend ratio for edge crush resistance value is 2:1 with the maximum resistivity of 1,986 N/mm, which represents the resistance achieved in all conditions tested. This result indicates that moderate AKD concentration is beneficial to the structure property of board, while high content of AKD is not. This conclusion is supported by reports in the literature on coating optimization related to corrugated board that demonstrates a balanced cationic polymeric blend, and hydrophobic additives maximize compressive strength [41].
Table 3 Physical and mechanical properties of paper sheets at different AKD: Cationic polymeric blend ratios.
Ratio (AKD: Cationic polymeric blend) |
Standard weight (%) |
Moisture content (%) |
Water absorption 2 min |
Ring crush strength (kN/m) |
Edge crush resistance (N/mm) |
Tensile strength (MPa) |
|
Sekkad side (g/m2) |
Gravure side (g/m2) |
||||||
1:1 |
123.31 ± 0.12d |
6.20 ± 0.10a |
35.52 ± 0.02a |
48.3 ± 0.26a |
2.98 ± 0.02a |
1,914.27 ± 0.25b |
4.76 ± 0.03a |
2:1 |
125.62 ± 0.17c |
6.00 ± 0.1a |
30.66 ± 0.06b |
38.28 ± 0.20b |
2.16 ± 0.03b |
1,986.19 ± 0.23a |
3.92 ± 0.08b |
3:1 |
127.31 ± 0.06b |
4.40 ± 0.1b |
30.20 ± 0.08c |
36.42 ± 0.21c |
1.53 ± 0.02c |
1,417.61 ± 0.53c |
3.82 ± 0.17b |
4:1 |
127.59 ± 0.12b |
4.47 ± 0.12b |
29.52 ± 0.05d |
35.59 ± 0.02d |
1.05 ± 0.04d |
1,326.15 ± 0.18d |
3.81 ± 0.07b |
5:1 |
129.35 ± 0.03a |
3.30 ± 0.20c |
29.23 ± 0.04e |
33.21 ± 0.12e |
0.44 ± 0.01e |
1,303.17 ± 0.23e |
3.54 ± 0.04c |
Standard TIS 170-2550 |
≤ 125 ± 5% |
≤ 10% |
≤ 60 g/m2 |
≤ 70 g/m2 |
≥ 0.919 kN/m |
- |
- |
Note: Superscript letters within each column indicate statistically significant differences among AKD: Cationic polymeric blend ratios at p < 0.05.
Tensile strength (MPa) is an important mechanical property that indicates the maximum stress a paper sheet can resist without failing in tension. It is indicative of the fiber-to-fiber bonds and the sheet structure, hence important for applications demanding mechanical strength (e.g. printing and packaging). The tensile strength of most papers is 3 to 7 MPa under ideal conditions (dependent on the different fiber compositions and quality) however, this value requires extremely high-quality virgin fibers. As the ratio of AKD (alkyl ketene dimer) to Cationic polymeric blend increases from 1:1 to 5:1 in the table, tensile strength values remain consistently low; decreasing from 4.76 ± 0.03 MPa at a ratio of AKD to Cationic polymeric blend to 3.54 ± 0.04 for the ratio above mentioned, simultaneously with mechanical properties also noted an increase in subsequent ratios as well observed. This trend reflects that the tensile strength decreases as higher levels of AKD are used compared to the cationic polymeric blend. All separations between values are significant at p < 0.05, as indicated by different superscript letters in Table 3. The highest tensile strength is 4.76 ± 0.03 MPa, corresponding to the optimal AKD: Cationic polymeric blending ratios of 1:1. Such a result indicates that a moderate AKD addition maintains the fiber bonding and mechanical continuity, whereas too much AKD possibly destroys hydrogen linkage between cellulose fibers and hence causes the tensile properties to be degraded. This relative observation can be justified by study indicating that the above loading of AKD does not always offer better gain in dry tensile and surplus sizing sometimes might lead to mechanical loss owing to breaking up of bonding between fibers [36,39,42,43].
Optimum of coating materials suitable for printing
As mentioned in Table 3, the best coating (AKD to cationic polymeric blend) weight ratio for printing is 3:1. At this ratio the paper is characterized by a well-balanced compromise between all the properties considered: mechanical performance is high in order to have required sheet mass (127.31 ± 0.06 g/m2), printability moisture content is low, enough water absorption values are rather low (30.20 ± 0.08 g/m2 on Sekkad side; 36.42 ± 0.21 g/m2 on Gravure side) in order to gain good ink adhesion and dimensional stability as well. Moreover, the mechanical strength parameters including ring crush (1.53 ± 0.02 kN/m), edge crush (1,417.61 ± 0.53 N/mm) and tensile strength (3.82 ± 0.17 MPa) (Figure 4) remain almost unchanged to that with higher AKD ratio without serious loss or decrease of these values. This may be explained on a mechanistic basis by the fact that AKD acts as hydrophobic sizing agent (more AKD performs better moisture resistance and water absorption reduction) but too much under optimal conditions may block fiber to bond, then section mechanical weakens. As a result, the 3:1 ratio is a compromise point for water resistance, printability and acceptable strength levels, in line with previous studies showing that AKD has a balance role of surface modification bonding of fibers.
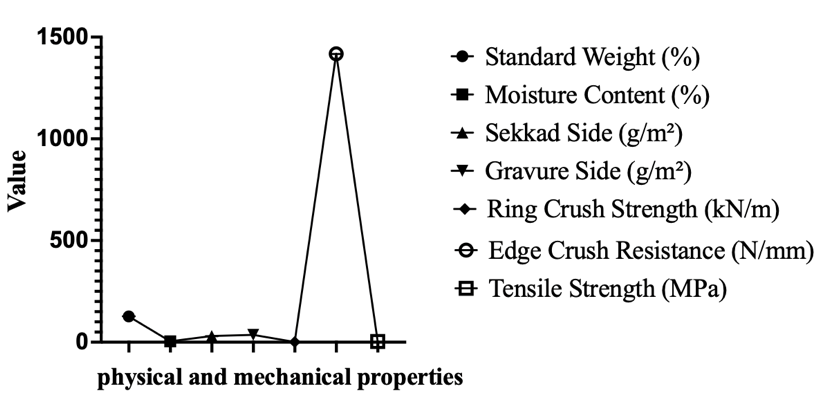
Figure 4 The physical and mechanical properties of paper coated with AKD at a ratio of cationic polymeric blend to be 3:1 was measured relative to standard weight, moisture content, water absorption (Sekkad side, Gravure side), ring crush strength, edge crush resistance and tensile strength. Each point showed a different property of the optimized paper, illustrating the overall performance profile.
Printability
Printing rub-off test
Printability evaluation with the printing rub-off test is performed to know the property of adhesion between printing ink and paper. This is done by rubbing a printed sample back and forth on another sheet to see how much ink was transferred. The standard is divided into 5 levels of rating as follows: 1 = No rub-off, 2 = Slight rub-off, 3 = Moderate rub-off, 4 = Strong ruboff and 5 = Very strong ruboff.
Table 4 Comparison of ink adhesion levels under different numbers of rub cycles.
Ratio (AKD: Cationic polymeric blend) |
Number of rub cycles |
|||
50 |
100 |
150 |
200 |
|
1:1 |
2 |
2 |
3 |
4 |
2:1 |
2 |
2 |
3 |
4 |
3:1 |
2 |
2 |
3 |
4 |
4:1 |
2 |
2 |
3 |
4 |
5:1 |
2 |
3 |
4 |
5 |
The results in Table 4 show that at different AKD: Cationic polymeric blend ratios, varying degree of ink adhesion (at increasing number of rub cycles) is displayed by the paper sheets when rubbed off during the printability (rub-off) test. For the formulations with various AKD: Cationic polymeric blend ratios (between 1:1 and 4:1), slight ink rub-off (score of 2) is observed after both 50 and 100 cycles, moderate rub-off (score of 3) is noted after a 150-cycle test, while there is significant rub off for a score of 4 after a 200-cycle test. This pattern reflects the fact that they have good ink adhesion on printing under normal print durability conditions but show more and more removal of ink with gradual increase in rubbing.
On the other hand, at the highest AKD: Cationic polymeric blend ratio (5:1), printability retention decreases with rub cycles. At 50 cycles, only a slight rub-off (score 2) being observed, however ink adhesion drops significantly after 100 cycles and therefore moderate rub off occurs (score 3). Such degradation advances to strong (score 4), and very strong rub-off (score 5) after 150, and 200 cycles, respectively as presented in Table 5. This means that a surplus of AKD coating, despite being acceptable at low rubbing resistance levels, loses grip on ink quite early under more severe conditions.
These results show that the higher level of AKD disrupts both mechanical performance and print quality of the coated-paper and printing base paper. Particularly, the 5:1 AKD: Cationic polymeric mixture composition not only decreases ring crush strength but also dramatically lowers the ink adhesiveness that makes it unacceptable for printed using in packaging or other applications requiring printability. Preferably, print performance is efficient at very low to moderate AKD ratios that help to provide a good balance between both barrier properties and ink adhesion post-print.
Table 5 Comparison of ink adhesion levels under different numbers of rub cycles.
Ratio (AKD: Cationic polymeric blend) |
Number of rub cycles |
|||
50 |
100 |
150 |
200 |
|
1:1 |
|
|
|
|
2:1 |
|
|
|
|
3:1 |
|
|
|
|
4:1 |
|
|
|
|
5:1 |
|
|
|
|


Handmade paper morphology and printability
The handmade paper sheets made of pine and pineapple fibers are fabricated in this study. Figure 5(a) shows the unbleached pulp handmade sheet, which acts as a reference to the basic morphology. Figure 5(b) reveals the visual aspect of handmade paper made for different proportions of pineapple and pine fibers, where it is apparent that with increasing proportions of pineapple fiber there is continuous color and texture transition. Figure 5(c) shows the surface of sheets treated by alkylation with various AKD: Cationic polymeric blend ratios and it is seen that their macroscopic properties were similar among them. The printability is also evaluated by a rub-off test after screen printing as shown in Figure 5(d), where all the coated materials show good ink adhesion in the initial stage, while visual differences in degrees of rub-off according to ratio are observed with increased friction. This substantiates the impact of fiber constitution as well as coating formulation on the functional performance of resulting paper sheets.
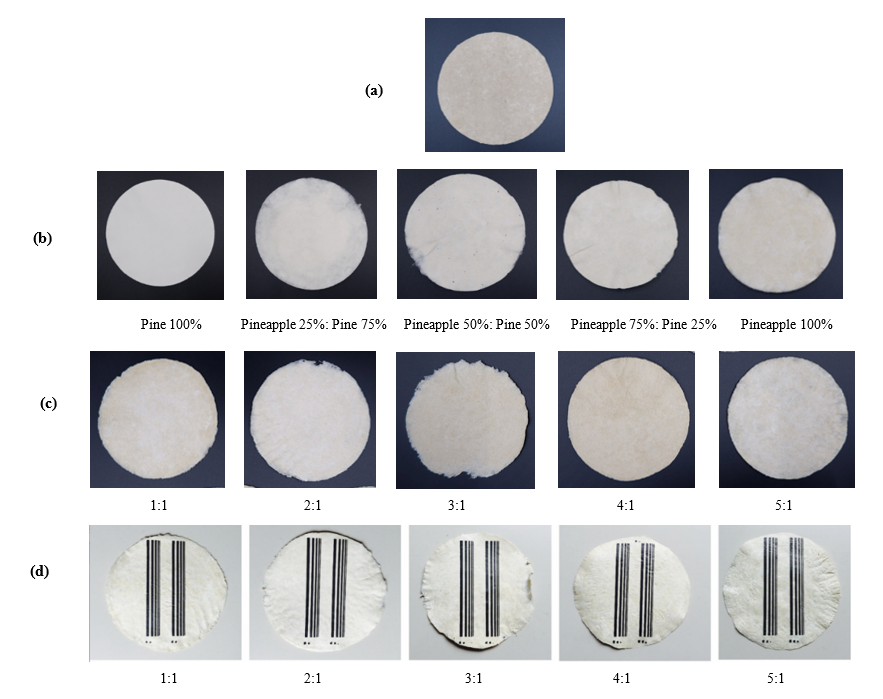
Figure 5 Morphological appearance and printability of handmade paper sheets and coated samples: (a) Unbleached pulp handmade sheet, (b) Handmade sheets from different blends of pineapple and pine fibers, (c) Sheets coated with various AKD: Cationic polymeric blend ratios, (d) Printability assessment of coated sheets after screen printing by rub-off test.
Conclusions
This research intended to show the use of pineapple leaf fiber (PALF) as a sustainable resource for handmade paper and packaging. Extraction and bleaching with 4% NaOH and hydrogen peroxide were effective in delignification, resulting inenhanced cellulose exposure and brightness. It is noted that the physical properties of paper were affected by blending with pineapple pulp, for example, pure PI (100:0) had highest tensile index (30.04 MPa) and burst index (2.83 Nm/g), opposite to this case was that the more pine at 100% (0:100) carried high brightness (85.84 °Elrepho) but low strength property. A balanced tensile index (21.34 ± 0.07 MPa), burst index (2.18 ± 0.01 Nm/g), water absorption (185.13 ± 0.05 g/m2), and brightness (66.60 ± 0.04 °Elrepho) were gained at a mixture of 50:50 used for printed products and packaging applications. Properties were also enhanced with surface size treatment using AKD cationic polymer blends. The moisture content (6.20% at 1:1 to 3.30% at 5:1) decreased and water resistance (cobb absorption low as 29.23 ± 0.04 g/m2 at 5:1) increased with increasing AKD loading. When AKD was high, strength decreased (maximum ring crush at 2.98 ± 0.02 kN/m was observed at a 1:1 ratio) but optimum balance of durability, resistance and printability was found to be at a 3:1 ratio with intermediate properties (tensile strength = 3.82 ± 0.17 MPa). Printability trials indicated good ink attachment at 1:1 - 4:1 ratio, while the 5:1 ratio showed instantaneous fade out of the ink. In summary, pineapple leaf fiber is good reinforcement for handmade paper whereas pine pulp contributes to brightness. The best mix (50:50) and coat (3:1) exhibited balanced performance for eco-friendly packaging. These findings reveal the promising of agricultural waste recycling sources in producing environmentally friendly papers with satisfactory mechanical properties and print quality.
Acknowledgements
The research team gratefully acknowledges the financial support from the Research Grant of Rajamangala University of Technology Krungthep, Thailand funded by the University’s Revenue Budget, which greatly facilitated the successful completion of this study.
Declaration of Generative AI in Scientific Writing
The authors maintain that during preparation of the manuscript all generative AI tools including language models were used only to enhance the overall coherence and readability of the English text. The manuscript was developed and analyzed by the authors, ensuring that the content is authentic and original.
CRediT Author Statement
Nongnuch Klinpikul: Had a substantial contribution to the conception and design, supervision of research. Jantharat Wutisatwongkul: Investigated and curated the data and wrote the first draft of the manuscript. Wannisa Keawbankrud: Organized the project administration and contributed substantially to the review and editing of the manuscript. All co-authors have read and approved the final manuscript.
References
[1] J Shen and M Zhang. Disassembly, refinement, and reassembly: From ancient papermaking to modern materials processing. Journal of Bioresources and Bioproducts 2025; 10(1), 7-13.
[2] TT Hailemariam and B Woldeyes. Production and characterization of pulp and paper from flax straw. Scientific Reports 2024; 14, 24300.
[3] M Sethupathi, MV Khumalo, SJ Skosana and S Muniyasamy. Recent developments of Pineapple Leaf Fiber (PALF) utilization in the polymer composites - a review. Separations 2024; 11(8), 245.
[4] MFF Pego and ML Bianchi. Blended paper: Physical, optical, structural, and interfiber bonding analysis. Cerne 2021; 27, 2944.
[5] P Srichola, J Boonyarit, W Kongtud and R Chollakup. Utilization of pineapple leaf fiber mixed with banana or cattail stem fibers and their paper physical properties for application in packaging. Agriculture and Natural Resources 2022; 56(6), 1103-1112.
[6] Y Li, Y Luo, J Han and Q Lin. Recent progress in functional paper-based coatings for advanced printing. Progress in Organic Coatings 2021; 154, 106198.
[7] J Saikia, T K Maji and P Das. Nanomaterials and coatings for paper-based printing: Recent developments and perspectives. Industrial & Engineering Chemistry Research 2019; 58(18), 7650-7664.
[8] T Apipatpapha, P Ongkunarak and R Chollaku. Pineapple leaf fiber supply chain analysis for the sustainability of community enterprise: A case study in Thailand. IOP Conference Series: Earth and Environmental Science 2022; 1074, 012032.
[9] M Asim, K Abdan, M Jawaid, M Nasir, Z Dashtizadeh, MR Ishak and E Hoque. A review on pineapple leaves fibre and its composites. International Journal of Polymer Science 2015; 2015(6), 50567.
[10] DM Chaves, JC Araújo, CV Gomes, SP Gonçalves, R Fangueiro and DP Ferreira. Extraction, characterization and properties evaluation of pineapple leaf fibers from Azores pineapple. Heliyon 2024; 10(4), e26698.
[11] L Mathew and K Joseph. Investigation of physical, chemical and mechanical properties of pineapple leaf fibers. Journal of Applied Polymer Science 2005; 96(5), 1911-1915.
[12] H Salem, RW Gooding, DM Martinez and JA Olson. Some fundamental aspects of pulp screen capacity. Advances in Pulp and Paper Research 2013; 1, 261-299.
[13] P Aryanpour, RW Gooding and JA Olson. Pulp screen plugging characteristics. BioResources 2025; 20(1), 1820-1837.
[14] S Mukhopadhyay, HPSA Khalil and MN Islam. Extraction of cellulose microfibrils from lignocellulosic fibers: A review. Carbohydrate Polymers 2013; 93(1), 95-105.
[15] V Saravanakumar, S Kumaravel, S Nagarajan, S Dharmalingam, FSSA Coimbra and N Mariappan. Characterization of cellulose fibers from the reed plant Phragmites karka. Carbohydrate Polymers 2013; 112, 301-308.
[16] M Jawaid and HPSA Khalil. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydrate Polymers 2011; 86(1), 1-18.
[17] Thai Industrial Standards Institute. Kraft paper (TIS 170-2550). Thai Industrial Standards Institute, Bangkok, Thailand, 2007.
[18] KZMA Motaleb, MS Islam and MB Hoque. Improvement of physicomechanical properties of pineapple leaf fiber reinforced composite. International Journal of Biomaterials 2018; 2018, 7384360.
[19] S Tanpichai, A Boonmahitthisud and S Witayakran. Use of steam explosion as a green alternative method to prepare pulp from pineapple leaves. Journal of Metals, Materials and Minerals 2019; 29(2), 104-114.
[20] PHF Pereira, HL Ornaghi, V Arantes and MOH Cioffi. Effect of chemical treatment of pineapple crown fiber in the production, chemical composition, crystalline structure, thermal stability and thermal degradation kinetic properties of cellulosic materials. Carbohydrate Research 2021; 499, 108227.
[21] Y Tian, L Teng, H Yang, H Jin, H Guo and C Wu. Characterization of pineapple leaf fiber following enzymatic degumming. Cellulose Chemistry and Technology 2023; 58(1-2), 125-132.
[22] MN Solanki, KM Attur, KA Vachhani, NA Patel, MA Shah and DM Doshi. Phytochemicals in vital tooth bleaching: Spectrophotometric evaluation of efficacy with papaya, pineapple, or kiwi extracts and 30% hydrogen peroxide. Journal of Conservative Dentistry and Endodontics 2024; 27(7), 760-764.
[23] V Vekaash, CJK Reddy and KV Venkatesh. Effect of vital bleaching with solutions containing different concentrations of hydrogen peroxide and pineapple extract as an additive on human enamel using reflectance spectrophotometer: An in vitro study. Journal of Conservative Dentistry 2017; 20(5), 337-340.
[24] H Onggo and JT Astuti. The effect of sodium hydroxide and hydrogen peroxide on the yield and color of pulp from pineapple leaf fiber. Jurnal Ilmu dan Teknologi Kayu Tropis 2015; 13(2), 37-43.
[25] NI Nashiruddin, AF Mansor, RA Rahman, RM Ilias and HW Yussof. Process parameter optimization of pretreated pineapple leaves fiber for enhancement of sugar recovery. Industrial Crops and Products 2020; 152, 112514.
[26] P Sricholsa, J Boonyarit, W Kongtdru and R Cholakup. Utilization of pineapple leaf fiber mixed with banana or cattail stem fibers and their paper physical properties for application in packaging. Agriculture and Natural Resources 2022; 56(6), 1103-1112.
[27] NHN Do, BY Truong, PTX Nguyen, KA Le, HM Duong and PK Le. Composite aerogels of TEMPO-oxidized pineapple leaf pulp and chitosan for dyes removal. Separation and Purification Technology 2022; 283, 120200.
[28] A Li, Y Shi, J Zhang and Y Zhang. Comparative analysis of the physical and mechanical properties of kraft paper and watercolor paper. Maderas Ciencia y Tecnología 2021; 23(45), 1-12.
[29] P Rattanawongwuk, N Kunfong, S Klaysri, T Chotimarn, S Dungsrihet, N Tiwaichai, U Inthatha and N Soykeabkaew. Comparison of molded pulps from rice straw, pineapple leaf and banana stem pulps. ScienceAsia 2020; 46, 79-84.
[30] MDA Chowdhury, E Uddin, MM Uddin, R Hasanin, SMA Rieje, MS Rusdi, MR Rahman, SMMA Saleem, YAH Jehan and MM Mohammaid. Pulp production from pineapple leaf waste for sustainable paper manufacturing. BioResources 2025; 20(4), 9390-9405.
[31] S Sibaly and P Jeetah. Production of paper from pineapple leaves. Journal of Environmental Chemical Engineering 2017; 5(6), 5978-5986.
[32] S Adamopoulos, E Martinez and D Ramirez. Characterization of packaging grade papers from recycled raw materials through the study of fibre morphology and composition. Global NEST Journal 2007; 9(1), 20-29.
[33] AAM Khalid and SR Masrol. Characteristics of pulp and paper made from MD2 pineapple leaf via soda-anthraquinone (AQ) pulping method. Progress in Engineering Application and Technology 2023; 4(2), 540-549.
[34] L Abenghal, J Bley, B Tolnai, G Njamen and B Chabot. Development of a new sustainable packaging paper based on cellulose filaments and refined kraft pulp. Future Foods 2025; 11, 100540.
[35] JMS Matos, DV Evtuguin, APM de Sousa and MGVS Carvalho. Xylanase treatment of eucalypt kraft pulps: Effect of carryover. Applied Microbiology and Biotechnology 2024; 108(1), 210.
[36] M Çiçekler. Effects of different ratios of starch-containing AKD on paper properties in internal sizing of various pulp types. Cellulose Chemistry and Technology 2022; 56(9-10), 1031-1047.
[37] H Rochesani, C Irawan, M Nurfitiani, JP Sestari and U Rosdiana. The influence and the analysis of alkyl ketene dimers (AKD) to paper resistance in water absorption and chemical solution penetration. Atlantis Highlights in Engineering 2018; 1, 267-271.
[38] Z Tian, R Zhang, Y Liu, J Xu, X Zhu, T Lei and K Li. Hemicellulose-based nanocomposites coating delays lignification of green asparagus by introducing AKD as a hydrophobic modifier. Renewable Energy 2021; 178, 1097-1105.
[39] A Korpela, AK Jaiswal and J Asikainen. Effects of hydrophobic sizing on paper dry and wet-strength properties: A comparative study between AKD sizing of NBSK handsheets and rosin sizing of CTMP handsheets. BioResources 2021; 16(3), 5350-5360.
[40] PA Parvathy and SK Sahoo. Hydrophobic, moisture resistant and biorenewable paper coating derived from castor oil based epoxy methyl ricinoleate with repulpable potential. Progress in Organic Coatings 2021; 158, 106347.
[41] T Garbowski, A Knitter-Piątkowska and P Winiarski. Simplified modelling of the edge crush resistance of multi-layered corrugated board: Experimental and computational study. Materials 2023; 16(1), 458.
[42] K Salminen, J Katja-aho, H Lindqvist, E Retulainen, T Rantanen and A Sundberg. The effects of certain polymers on tensile strength and tension relaxation of wet web. In: Proceedings of the Paper Conference and Trade Show, Kentucky, United States. 2011, p. 825-832.
[43] T Garbowski, J Pozorska and Z Pozorski. Mechanical characterization of corrugated board: Sensitivity analysis in design of experiments. Thin-Walled Structures 2025; 216, 113671.