Trends
Sci.
2026; 23(9): 13029
Stepwise Production of Potential Biolubricant Base Stock from Sunflower Oil: Hydrolysis, Fatty Acid Separation and Esterification
Muhammad Muizzuddin Khairuddin1, Asiah Abdullah1,2,
Sheikh Ahmad Izaddin Sheikh Mohd Ghazali1,2, Is Fatimah3,
Sulihatimarsyila Abd Wafti4 and Nurazira Mohd Nor1,2,*
1School of Chemistry and Environment, Faculty of Applied Sciences, Universiti Teknologi MARA,
Negeri Sembilan 72000, Malaysia
2Material, Inorganic and Oleochemistry (MaterInOleo) Research Initiative Group, Faculty of Applied Sciences, Universiti Teknologi MARA, Negeri Sembilan 72000, Malaysia
3Department of Chemistry, Faculty of Mathematics and Natural Sciences, Universitas Islam Indonesia,
Yogyakarta 55584, Indonesia
4Energy and Environment Unit, Engineering and Processing Research Division, Malaysian Palm Oil Board,
Selangor 43000, Malaysia
(*Corresponding author’s e-mail: [email protected])
Received: 14 December 2025, Revised: 29 January 2026, Accepted: 5 February 2026, Published: 5 April 2026
Abstract
This study focuses on the synthesis of sunflower oil unsaturated fatty acids trimethylolpropane ester (SFOUFATMPE) as a potential biolubricant base stock. Sunflower oil was first hydrolyzed to obtain sunflower oil fatty acids (SFOFA) with a high yield of 96%, followed by low-temperature methanol crystallization to separate unsaturated fatty acids (SFOUFA) from saturated fatty acids (SFOSFA). The separation process produced 98.89% SFOUFA with a yield of 86.32%, while the saturated fraction (SFOSFA) was obtained with 100% purity and a yield of 13.68%. The SFOUFA fraction was then esterified with trimethylolpropane (TMP) in the presence of sulfuric acid as a catalyst to produce sunflower oil unsaturated fatty acids trimethylolpropane ester (SFOUFATMPE). The reaction was carried out with a mole ratio of 4:1 (SFOFA:TMP), 1.13% catalyst at 154 °C for 6 h. The synthesized SFOUFATMPE was characterized using FTIR, and NMR, confirming the successful formation of polyol esters. The SFOUFATMPE exhibited desirable physicochemical properties, including a high flash point (290 °C), low pour point (–18 °C), and good oxidative stability (24 min). These results demonstrate that SFOUFATMPE derived from sunflower oil is a promising and sustainable alternative to mineral oil-based lubricants.
Keywords: Biolubricant, Esterification, Trimethylolpropane, Sunflower oil unsaturated fatty acids, Polyol ester
Introduction
Conventional lubricants used across the industry are overwhelmingly derived from petroleum (mineral oils) and have powered machinery for over a century due to their good thermal stability, availability and low cost. Lubricants serve essential functions in mechanical systems, including reducing friction and wear between moving parts, transferring heat, preventing corrosion and carrying away contaminants, which together ensure
smooth operation and longer equipment life [1,2]. However, mineral oil-based lubricants pose environmental and health disadvantages: They are derived from a non-renewable resource, often exhibit poor biodegradability and persistence in soil and water and can generate toxic or carcinogenic by-products in some formulations and after use (e.g., used engine oils). Alarmingly, even small releases can cause severe pollution, as 1 kg of mineral oil has been reported to contaminate up to 100 million liters of drinking water [3,4]. The scale of use is substantial: In 2022, the market value of mineral oil was reported at USD 4.11 billion and is projected to grow at a compound annual growth rate (CAGR) of 3.71%, potentially reaching USD 5.70 billion by 2031 [2]. These properties increase the risk of long-term environmental contamination, aquatic toxicity and human exposure in cases of spills, leaks, or aerosolization during machining processes, thereby motivating tighter regulation and greater interest in more sustainable alternatives [5].
Plant oil-based biolubricants have emerged as a promising alternative due to their renewable, biodegradable and often show superior lubricity and higher viscosity indices compared with mineral oils, which can reduce wear and improve energy efficiency in some applications. A wide range of plant oils has been investigated as base stocks or feedstocks for biolubricants. For examples include rapeseed (canola), castor [6], palm [7], soybean, jatropha [8], coconut [9], corn [10] and sunflower oils [11] which are either used directly, chemically modified (e.g., transesterification, epoxidation, esterification/isomerization) or blended with additives to improve oxidative and low-temperature properties. Moreover, biolubricants have demonstrated versatility across a broad range of applications, such as metalworking, aviation, hydraulics, construction, machinery, vehicles and marine equipment [12]. Reflecting this potential, the global market value of biolubricants was estimated at USD 2.13 billion in 2021 and is expected to expand at a compound annual growth rate (CAGR) of 5.1% through 2026, driven by heightened environmental awareness and the continued depletion of global crude oil reserves [13]. Nonetheless, plant oils bring their own challenges (notably poorer oxidative stability and cold-flow properties in some unmodified oils), so significant research focuses on molecular modification and additive strategies to meet industrial performance standards [14,15].
Sunflower oil also known as Helianthus annuus is an attractive feedstock for biolubricant development because its fatty acid profile is dominated by unsaturated fatty acids, particularly linoleic (C18:2) and oleic (C18:1) acids, which together typically comprise approximately 80% to 85% of the total fatty acids, while saturated fatty acids, mainly palmitic and stearic acids, account for roughly 10% to 20%, depending on cultivar and growing conditions [16,17]. The high content of unsaturated chains provides sunflower oil with favorable fluidity and a high viscosity index, which are beneficial for lubricity across a wide temperature range. At the same time, this composition creates a need for chemical stabilization or derivatization, such as esterification, hydrogenation, epoxidation or polyol ester formation, to improve oxidative stability and low-temperature performance in demanding lubrication applications. These compositional features make sunflower oil a strong candidate for producing tailored biolubricant base stocks after appropriate chemical modification [16,18].
Previous studies have used sunflower oil or sunflower fatty acids methyl ester (FAME) directly to produce biolubricants without separating the fatty acid fractions. For example, Filon et al. [19] and Hussain et al. [20] used sunflower FAME in transesterification reactions with different catalysts, while Bashiri et al. [21] used sunflower waste cooking oil and modified it through epoxidation. In these works, the starting materials were whole oil or mixtures of fatty acids, and no separation between saturated and unsaturated fatty acids was performed before synthesis. In contrast, the present study first separates the unsaturated fatty acids from sunflower oil and then uses them as the starting material to synthesize the biolubricant via esterification, which provides a more specific and controlled approach for producing the final product.
Various chemical modifications have been developed to overcome the limitation of low oxidative stability in plant oils. Among the most commonly employed methods are esterification, transesterification, epoxidation and epoxide ring-opening reactions, due to their simplicity, feasibility and cost-effectiveness [22]. Among these, esterification with polyhydric alcohols is considered a preferred method for biolubricant production, as it has been reported in numerous studies to yield high conversion rates. Polyhydric alcohols frequently used in the synthesis of biolubricants, commonly referred to as polyol esters, include neopentyl glycol (NPG) [23], trimethylolpropane (TMP) [24] and pentaerythritol (PE) [25]. These alcohols are selected due to the absence of beta-hydrogen atoms, making them ideal substitutes for glycerol as a molecular backbone. Previous research has demonstrated that using polyhydric alcohols as the backbone significantly enhances the oxidative stability of the resulting biolubricants, primarily due to the elimination of beta hydrogen, which is known to initiate oxidative degradation [7,11,23].
Hydrolysis is a crucial initial step in biolubricant production. It enables the conversion of triglycerides into free fatty acids (FFA) and glycerol. For instance, Bahadi et al. [26] hydrolyzed palm kernel oil into palm kernel fatty acids under controlled conditions (1.77 M ethanolic KOH, at 70 °C for 2.16 h), they reported high yields (84.7%) suitable for subsequent modifications. Similarly, Salimon et al. [27] demonstrated the hydrolysis of sunflower oil at 1.75 M ethanolic KOH and 65 °C for 2 h. This reaction achieved efficient hydrolysis, with FFA yielding 102%. After hydrolysis, separation techniques are employed to enrich specific fatty acid fractions. Jumaah et al. [28] investigated the separation of saturated and unsaturated fatty acids from palm fatty acid distillate using methanol crystallization. The process was carried out with a fatty acid to methanol ratio of 1:15 (w/v) at −15 °C for 24 h, producing over 95% purity for saturated fatty acids with a 52% yield and over 93% purity for unsaturated fatty acids with a 48% yield. Similarly, Fadzel et al. [29] purified fatty acids from palm stearin using a fatty acid to methanol ratio of 1:9 (w/v) at 20 °C for 24 h, achieving an excellent separation yield of about 98%. Once separated fatty acids are obtained, esterification with polyhydric alcohols plays a vital role in synthesizing biolubricant base stocks. Nor et al. [7] reported the esterification of palm oil with trimethylolpropane, resulting in polyol esters with improved thermal and oxidative stability. Likewise, Wafti et al. [30] successfully synthesized trimethylolpropane esters from palm oils, demonstrating favorable viscosity indices and pour points suitable for lubricant applications. Collectively, these studies highlight the importance of hydrolysis, separation and esterification as integrated steps toward developing efficient and sustainable biolubricant base stocks.
This study focuses on the production of biolubricant base stock from unsaturated sunflower oil through a three-step process comprising hydrolysis, separation and esterification. In the first stage, sunflower oil undergoes hydrolysis to convert triacylglycerol into free fatty acids (SFOFA) and glycerol. The resulting SFOFA are then subjected to a low-temperature methanol crystallization technique to separate sunflower oil saturated fatty acids (SFOSFA) from sunflower oil unsaturated fatty acids (SFOUFA). To date, no previous studies have applied this method for the separation of fatty acids derived from sunflower oil. The methanol crystallization method was chosen due to its simplicity, high efficiency, cost-effectiveness and ease of solvent recovery. Finally, the unsaturated fraction (SFOUFA) obtained from this process was esterified with trimethylolpropane (TMP) to produce sunflower oil unsaturated fatty acid trimethylolpropane ester (SFOUFATMPE), a potential biolubricant base stock with enhanced oxidative stability, viscosity index and thermal performance.
Materials and methods
Hydrolysis of sunflower oil
The hydrolysis process converts oil molecules into glycerol and fatty acids through 2 main stages: Saponification and acidification. In the saponification step, 50 g of sunflower oil (SFO) were mixed with ethanolic potassium hydroxide (2.3 M) and heated at 50 °C for 0.97 h [31]. The mixture was then cooled and acidified with 6N hydrochloric acid to neutralize the alkaline solution. The resulting product was washed with distilled water and hexane, followed by drying with anhydrous sodium sulfate overnight to remove residual moisture. The mixture was subsequently filtered using Whatman No.1 filter paper and the solvent was removed via rotary evaporation. The obtained sunflower oil fatty acids (SFOFA) and SFO were analyzed using gas chromatography–mass spectrometry (GC–MS) to determine their fatty acid compositions.
Separation of sunflower oil fatty acids
The low-temperature solvent crystallization technique was employed to separate sunflower oil fatty acids (SFOFA) into sunflower oil saturated fatty acids (SFOSFA) and sunflower oil unsaturated fatty acids (SFOUFA), using methanol as the solvent. The SFOFA was dissolved in methanol at a fatty acid-to-methanol ratio of 1:15 (w/v) and the mixture was allowed to crystallize for 24 h at −15 °C. After crystallization, two layers were observed: The upper liquid layer containing SFOUFA and the lower crystalline layer consisting of SFOSFA. The solid SFOSFA was filtered using a borosilicate glass filter funnel connected to a vacuum pump and rinsed with cold methanol to remove any remaining SFOUFA. This step was repeated three times to ensure complete separation. The solvent (methanol) in the upper layer was then removed using a rotary evaporator to recover the SFOUFA fraction [32].
Esterification of sunflower oil unsaturated fatty acids
The esterification process involves the reaction between a carboxylic acid (SFOUFA) and an alcohol (TMP) to form an ester. The esterification of sunflower oil unsaturated fatty acids (SFOUFA) with trimethylolpropane (TMP) was conducted according to Nor et al. [7] and Khairuddin et al. [11] with slight modification to produce sunflower oil unsaturated fatty acid trimethylolpropane ester (SFOUFATMPE). The reaction was carried out in a three-neck round-bottom flask equipped with a Dean–Stark apparatus, reflux condenser, magnetic stirrer and thermometer (0 - 250 °C). SFOUFA and TMP were mixed at a molar ratio of 4:1, with 1.13 wt% sulfuric acid (based on the weight of SFOUFA, which served as the limiting reactant). The mixture was heated at 154 °C for 6 h. Toluene (20 mL) was added every 30 min as an azeotropic agent to facilitate the removal of water formed during the reaction. After completion, the reaction mixture was allowed to cool to room temperature, followed by the addition of ethyl acetate to dissolve the product before transferring it into a 250 mL separatory funnel. The mixture was neutralized using sodium hydrogen carbonate (NaHCO3) and sodium chloride (NaCl) and washing was repeated until the pH reached 7. The product was then dried using anhydrous sodium sulphate to remove residual moisture. Finally, the ethyl acetate was removed by rotary evaporation and the purified SFOUFATMPE was collected for further analysis.
Analysis of fatty acids composition
Preparation of fatty acids methyl ester
Fatty acid methyl esters (FAME) were prepared following Khairuddin et al. [32] using base- and acid-catalyzed methods. For the base-catalyzed process, 0.1 mL of sunflower oil (SFO) was mixed with 1 mL of hexane and 1 mL of sodium methoxide solution (1.55 g NaOH in 50 mL methanol), vortexed for 10 s and left for 10 min before collecting the clear FAME layer for GC–MS analysis. For the acid-catalyzed process, 1 g of fatty acids (SFOFA, SFOUFA, SFOSFA) was mixed with 3.75 mL methanol, 0.75 mL reagent solution (5 mL methanol with 1.25 mL concentrated HCl) and 0.75 mL toluene, then heated at 65 °C for 1.5 h. The mixture was extracted with 7.5 mL hexane and 5 mL water and the upper layer was dried with anhydrous sodium sulphate, filtered and analyzed by GC–MS.
GC-MS analysis
The fatty acid compositions of SFO, SFOFA, SFOUFA and SFOSFA were determined using gas chromatography–mass spectrometry (GC–MS) (Agilent Technologies 7890A GC coupled with a 5975 MS detector) equipped with an HP-88 fused silica capillary column (100m×250×0.25 µm2 film thickness; Agilent, USA). The procedure followed Abdullah et al. [33] with slight modifications. A 1 µL sample was injected in split mode (90:1) using helium as the carrier gas at a flow rate of 25 mL/min. The oven temperature was programmed from 150 °C (5 min hold) to 240 at 4 °C/min, with a final hold of 20 min. Injector and detector temperatures were maintained at 250 and 260 °C, respectively.
Structural analysis
The products from each synthesis step were characterized using Attenuated Total Reflectance Fourier Transform Infrared Spectroscopy (ATR-FTIR) and Nuclear Magnetic Resonance (NMR) spectroscopy. The hydrolysis product (fatty acids), separation product (saturated and unsaturated fatty acids) and esterification product (sunflower oil unsaturated fatty acids trimethylolpropane ester) were analyzed to confirm structural formation at each stage. ATR-FTIR analysis was performed using a PerkinElmer spectrometer in the range of 4,000 - 650 cm–1 to identify ester bonds and key functional groups. The product’s chemical structure was further confirmed by 1H NMR (400 MHz) and 13C NMR (100.61 MHz) using a JEOL-ECP 400 spectrometer (Bruker), with approximately 25 mg of sample dissolved in deuterated chloroform (CDCl3).
Physicochemical properties
The lubrication properties of the biolubricant base stock were evaluated according to standard ASTM methods [23,34]. The pour point was measured using the ASTM D97 method with a U-tube as the sample container. The filled U-tube was kept in a freezer at −30 °C for 24 h and the temperature at which the sample started to flow was recorded as the pour point. The flash point of SFO was measured using the ASTM D92 method by heating 2 mL of SFO in a crucible on a hot plate. The temperature at which a flame first appeared was recorded as the flash point. Pour point was performed in triplicate. The oxidative stability was analyzed using the Rotating Pressure Vessel Oxidation Test (RPVOT) based on ASTM D2272 [30], where the sample mixed with a copper catalyst was sealed in a steel vessel, pressurized with oxygen (90 psi) and heated at 150 °C. The time required for a 25 psi pressure drop was recorded as the oxidation induction time, indicating the lubricant’s resistance to oxidation. Kinetic viscosity at 40 and 100 °C, viscosity index and rheological behavior was examined using an Anton Paar Physica MCR 301 rheometer (Germany) with cone-and-plate geometry (CP 25 - 2, 0.051 mm gap) at 25 °C over a shear rate range of 0 - 100 s⁻¹ to determine whether the sample exhibited Newtonian or non-Newtonian flow behavior.
Results and discussion
Hydrolysis, separation and esterification reaction
The hydrolysis process was carried out to convert the triacylglycerol in SFO into SFOFA and glycerol. This process consisted of 2 steps: Saponification and acidification. Figure 1 shows the conversion of SFO to SFOFA through saponification and acidification. During saponification, SFO was mixed with ethanolic KOH and heated to break the ester bonds in the triacylglycerol molecules. Ethanol was used as the solvent because it effectively dissolves in SFO, allowing better interaction between the reactants. The products formed from saponification were glycerol and potassium fatty acid salts. The acidification step was then performed using hydrochloric acid to convert the potassium fatty acid salts (soap form) into sunflower oil fatty acids. After the separation and solvent removal processes, SFOFA was successfully collected as a light-yellow product with a yield of 96%. The success of this reaction was confirmed by FTIR and NMR analyses, where the disappearance of the ester peak and the appearance of a carboxylic acid peak indicated the formation of fatty acids. Hydrolysis serves as the first and crucial step in obtaining SFOFA for the synthesis of a potential biolubricant base stock.
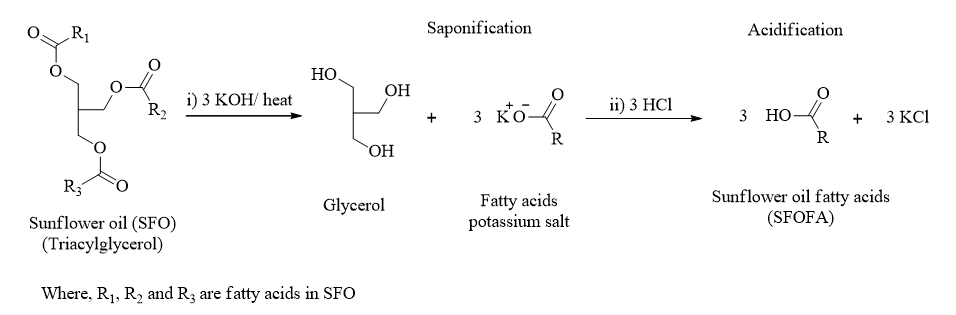
Figure 1 Hydrolysis reaction scheme of SFO.
The separation of SFOFA into saturated fatty acids (SFOSFA) and unsaturated fatty acids (SFOUFA) was successfully achieved using the low-temperature methanol crystallization technique. Methanol was used as a solvent and mixed with SFOFA in a 1:15 (w/v) ratio at –15 °C for 24 h. After 24 h, two layers were formed: The liquid layer containing unsaturated fatty acids (SFOUFA) and the solid layer containing saturated fatty acids (SFOSFA). The solid fraction was filtered and washed with cold methanol to remove any remaining unsaturated fractions. The methanol was then removed to obtain the SFOUFA. This separation occurred due to the solubility difference between saturated and unsaturated fatty acids in methanol at low temperatures, where saturated fatty acids become less soluble as the temperature decreases, while unsaturated fatty acids remain soluble. The separation of SFOSFA and SFOUFA from the SFOFA mixture resulted in yields of 13.68% and 86.32%, respectively. This successful separation is attributed to the differential solubility of the fatty acids in methanol, demonstrating that methanol is an efficient, cost-effective and reusable solvent for low-temperature solvent crystallization (LTSC) of fatty acids [29,32,35].
SFOUFA was then used in the esterification process with a polyhydric alcohol, trimethylolpropane (TMP), to synthesize SFOUFATMPE as a potential biolubricant base stock. The reaction was carried out in a three-neck round-bottom flask equipped with a Dean-Stark apparatus under controlled conditions, using a molar ratio of 4:1 (SFOUFA to TMP) and 1.13% catalyst at 154 °C for 6 h. Toluene was added as an azeotropic agent to facilitate the removal of water formed as a byproduct during esterification. After the reaction, the mixture was cooled, neutralized and the solvent was removed to obtain SFOUFATMPE as the final product with a yield of 79.41%. The product contained three ester functional groups since TMP has three hydroxyl groups, allowing the formation of triesters. The replacement of glycerol with TMP as the backbone eliminated beta-hydrogen atoms, which are typically responsible for lower oxidative stability [7,11,23]. The structures of the products at each step were confirmed using FTIR and NMR analyses. Figure 2 illustrates the esterification scheme of SFOUFA with TMP, in which the carboxylic acid groups of the fatty acids react with the hydroxyl groups of TMP to form ester bonds, releasing water as a by-product and producing a triester compound.
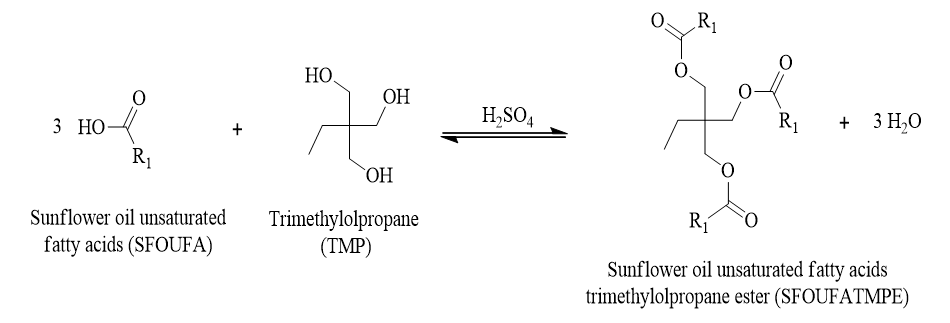
Figure 2 Esterification reaction scheme of SFOUFA with TMP.
Fatty acid composition
Figure 3 presents the GC-MS chromatograms of SFO, SFOFA, SFOSFA, and SFOUFA, while Table 1 summarizes the fatty acid compositions of these samples. The GC–MS analysis reveals that the hydrolysis of sunflower oil (SFO) effectively converted triglycerides into free fatty acids (SFOFA) without altering the overall fatty acid profile. In both samples, the dominant components are unsaturated fatty acids, particularly linoleic acid (C18:2) and oleic acid (C18:1). The total unsaturated fatty acids were 84.77% in SFO and 86.73% in SFOFA, while the saturated fatty acids were 15.23% in SFO and 13.27% in SFOFA. This indicates that the hydrolysis process successfully cleaved the ester bonds between glycerol and fatty acids without causing oxidation or structural degradation of the unsaturated bonds. Therefore, the conversion from SFO to SFOFA mainly involved the release of free fatty acids while preserving the natural fatty acid composition of the original oil.
Following the separation step, the methanol crystallization method successfully separated the fatty acids into two distinct fractions of SFOSFA and SFOUFA. The SFOSFA fraction contained only saturated fatty acids, dominated by stearic acid, C18 (41.24%), palmitic acid, C16 (29.28%) and behenic acid C22 (17.48%), while unsaturated acids were completely removed. In contrast, the SFOUFA fraction showed a very high content of unsaturated fatty acids (98.89%), primarily linoleic, C18:2 (59.91%) and oleic, C18:1 (38.35%) acids, with only trace saturated components (1.11%). These results confirm that the methanol crystallization process effectively separated the fatty acids based on their degree of saturation retaining unsaturated components in the liquid phase while crystallizing the saturated ones. This high selectivity is essential for obtaining unsaturated fatty acid-rich fractions for further esterification, particularly in developing biolubricant base stocks with improved fluidity and oxidation stability.
Figure 3 GC-MS chromatogram of SFO, SFOFA, SFOSFA and SFOUFA.
Table 1 Fatty acids composition of SFO, SFOFA, SFOSFA and SFOUFA.
Fatty acids |
Structure |
Percentage fatty acids composition (%) |
|||
SFO |
SFOFA |
SFOSFA |
SFOUFA |
||
Palmitic acid |
C16:0 |
8.12 |
7.44 |
29.28 |
1.11 |
Stearic acid |
C18:0 |
5.06 |
4.29 |
41.24 |
- |
Oleic acid |
C18:1 |
33.11 |
32.33 |
- |
38.35 |
Linoleic acid |
C18:2 |
51.18 |
54.01 |
- |
59.91 |
Linolenic acid |
C18:3 |
0.25 |
0.21 |
- |
0.34 |
Arachidic acid |
C20:0 |
0.40 |
0.30 |
4.55 |
- |
Paullinic acid |
C20:1 |
0.23 |
0.18 |
- |
0.29 |
Behenic acid |
C22:0 |
1.23 |
0.91 |
17.48 |
- |
Tricosanoic acid |
C23:0 |
0.04 |
0.02 |
0.72 |
- |
Lignoceric acid |
C24:0 |
0.38 |
0.31 |
6.73 |
- |
Saturated fatty acids |
15.23 |
13.27 |
100 |
1.11 |
|
Unsaturated fatty acids |
84.77 |
86.73 |
- |
98.89 |
|
Structural analysis
Fourier transform infrared spectroscopy (FTIR)
The FTIR spectra in Figure 4 and Table 2 clearly demonstrate the chemical transformations occurring during the hydrolysis, separation, and esterification stages. In the spectrum of sunflower oil (SFO), a strong absorption band at 1,746 cm⁻¹ corresponds to the ester carbonyl (C=O) group, confirming the presence of triglyceride structures. After hydrolysis to form sunflower oil fatty acids (SFOFA), the ester carbonyl peak disappears and a new broad band appears around 1,710 cm⁻¹, indicating the formation of carboxylic acid (C=O) groups. This confirms that the hydrolysis reaction successfully cleaved the ester bonds in triglycerides to yield free fatty acids. Additionally, the C–O stretching vibration shifts from 1,163 cm⁻¹ (ester) to around 1,249 - 1,292 cm⁻¹ (carboxylic acid), further supporting the conversion from ester to acid functional groups at the spectrum of SFOFA.
During the separation step (SFOFA to SFOSFA and SFOUFA), the FTIR spectra of both fractions exhibit similar major peaks, showing that the chemical structure remains unchanged after separation. However, the absence of the C-H stretching band of the sp² alkene at 3,007 cm⁻¹ in the SFOSFA spectrum indicates that this fraction contains only saturated fatty acids, while the SFOUFA fraction retains this peak, confirming the presence of unsaturated bonds (C=C). In the esterification stage, the spectrum of SFOUFATMP ester shows the reappearance of a strong ester carbonyl peak at 1,740 cm⁻¹ and the disappearance of the carboxylic acid band around 1,710 cm⁻¹, confirming the successful conversion of fatty acids to esters. The C-O stretching peak also shifts back to 1,168 - 1,232 cm⁻¹, consistent with the formation of ester linkages. Overall, these spectral changes validate the sequential transformation from triglycerides to free fatty acids and finally to esters.
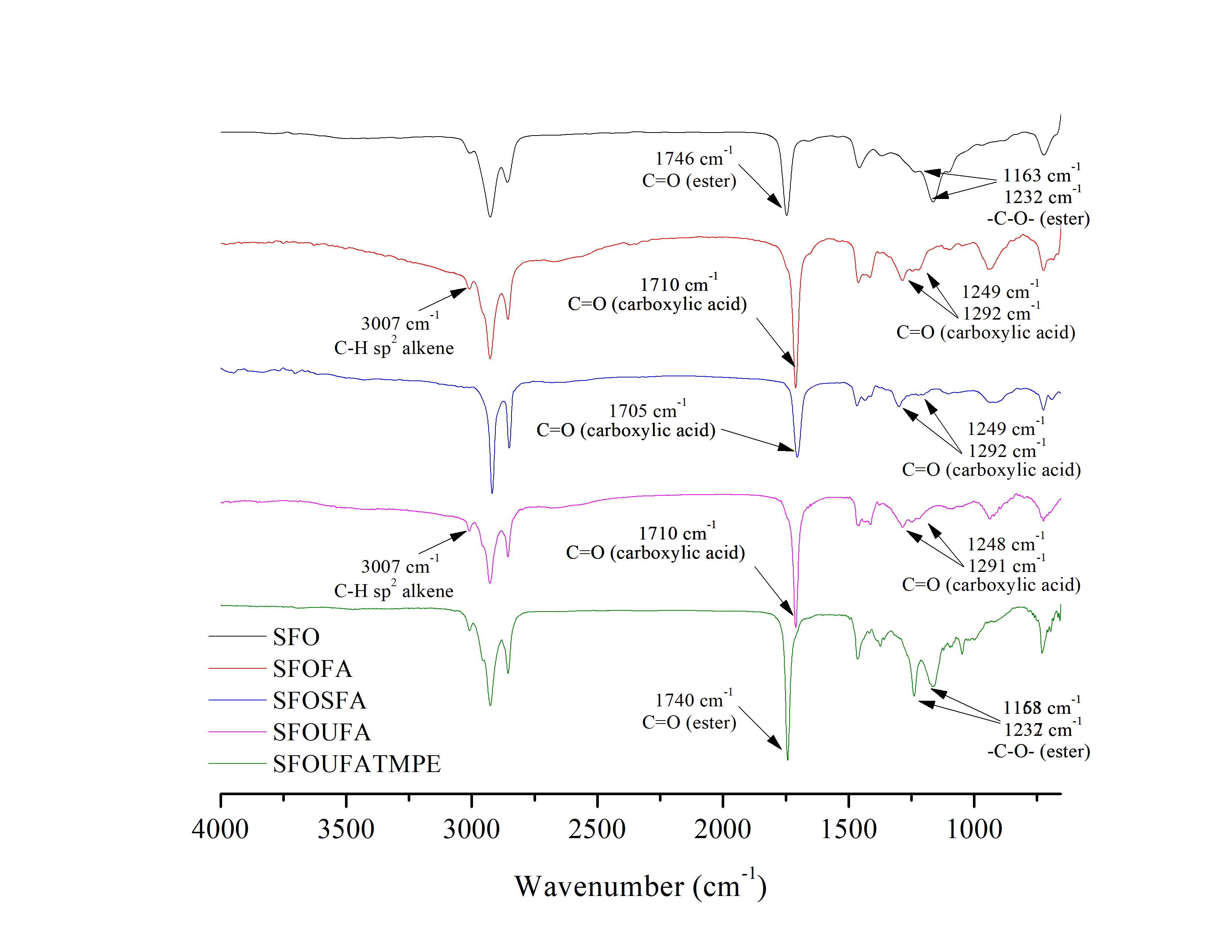
Figure 4 FTIR spectra of SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
Table 2 Functional group and wavenumber for FTIR spectra of SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
Functional group |
Wavenumber (cm-1) |
||||
SFO |
SFOFA |
SFOUFA |
SFOSFA |
SFOUFATMPE |
|
OH stretching (carboxylic acid) |
- |
2,400 - 3,400 |
2,400 - 3,400 |
2,400 - 3,400 |
- |
C-H sp2 stretching (aliphatic) |
3,007 |
3,009 |
3,010 |
- |
3,007 |
C-H sp3 stretching (aliphatic) |
2,926, 2,857 |
2,926, 2,856 |
2,926, 2,856 |
2,926, 2,857 |
2,926, 2,857 |
C=O stretching (ester) |
1,746 |
- |
- |
- |
1,740 |
C=O stretching (carboxylic acid) |
- |
1,710 |
1,710 |
1,705 |
- |
-C-O- stretching (ester) |
1,232, 1,163 |
- |
- |
- |
1,232, 1,168 |
-C-O- stretching (carboxylic acid) |
- |
1,292, 1,249 |
1,292, 1,249 |
1,291, 1,248 |
- |
Nuclear magnetic resonance
The structural transformation of SFO to its derived biolubricant intermediates and final ester product was confirmed through the analysis of the 1H NMR spectra at each reaction stage (Figure 5 and Table 3). During the hydrolysis of SFO to SFOFA, the disappearance of the proton signal at SFOFA corresponding to H7 (-CH2-O-) from the glycerol backbone that initially observed at 4.14 - 4.33 ppm in SFO, indicated the cleavage of the ester linkages in the triacylglycerol structure. This disappearance confirms the successful breakdown of triacylglycerol into free fatty acids, as the glycerol moiety is no longer bonded to the fatty acid chains.
In the separation step (SFOFA to SFOUFA and SFOSFA), the 1H NMR spectra of the unsaturated and saturated fatty acid fractions exhibited noticeable differences in the characteristic alkene proton regions. In the SFOFA spectrum, the peaks corresponding H4 (-CH=CH-CH2-) at 2.00 - 2.10 ppm, H6 (=CH-CH2-CH=) at 2.77 - 2.81 ppm and H9 (-CH=CH-) at 5.28 - 5.41 ppm were clearly observed. However, these peaks disappeared in the SFOSFA spectrum, confirming that the saturated fatty acid fraction contains no double bonds. Conversely, these peaks remained present in the SFOUFA spectrum, signifying that the unsaturated fatty acids were successfully separated and retained the C=C functional groups characteristic of oleic and linoleic acids.
Following esterification of SFOUFA with TMP to produce SFOUFATMPE, the appearance of a new proton signal at 4.12 - 4.14 ppm, corresponding to H8 (-CH2-O-) from the TMP backbone, confirmed the formation of ester bonds between the hydroxyl groups of TMP and the carboxyl groups of unsaturated fatty acids. This new resonance indicates successful synthesis of the TMP ester, which serves as the desired biolubricant base stock.
Figure 5 1H NMR spectra of SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
Table 3 The chemical shift of 1H NMR for SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
|
Type of proton |
Chemical shift (ppm) |
||||
SFO |
SFOFA |
SFOSFA |
SFOUFA |
SFOUFATMPE |
||
H1 |
-CH3 |
0.88 - 0.92 |
0.89 - 0.93 |
0.90 - 0.92 |
0.89 - 0.93 |
0.86 - 0.90 |
H2 |
-CH2- |
1.29 - 1.41 |
1.29 - 1.40 |
1.28 - 1.34 |
1.28 - 1.39 |
1.23 - 1.36 |
H3 |
O=C-CH2-CH2- |
1.61 - 1.63 |
1.64 - 1.68 |
1.62 - 1.69 |
1.62 - 1.67 |
1.58 - 1.61 |
H4 |
-CH=CH-CH2- |
2.00 - 2.09 |
2.03 - 2.10 |
- |
2.03 - 2.10 |
1.98 - 2.07 |
H5 |
O=C-CH2- |
2.30 - 2.35 |
2.35 - 2.38 |
2.34 |
2.34 - 2.38 |
2.27 - 2.31 |
H6 |
=CH-CH2-CH= |
2.77 - 2.80 |
2.78 - 2.81 |
- |
2.78 - 2.81 |
2.75 - 2.78 |
H7 |
-CH2-COOR- (glycerol) |
4.14 - 4.33 |
- |
- |
- |
- |
H8 |
-CH2-COOR- (TMP) |
- |
- |
- |
- |
4.12 - 4.14 |
H9 |
-CH=CH- |
5.28 - 5.41 |
5.34 |
- |
5.33 - 5.41 |
5.30 - 5.38 |
The structural changes occurring throughout the conversion of SFO to its corresponding fatty acid derivatives and esterified biolubricant were further confirmed by the 13C NMR spectra (Figure 6 and Table 4). During the hydrolysis of SFO to SFOFA, the disappearance of the carbon signals at SFOFA spectrum corresponding to C5 (-CH₂-O-) and C6 (-CH-O-) at 62.09 and 68.90 ppm, respectively, that initially observed at SFO spectrum indicated the removal of the glycerol backbone from the triacylglycerol (TAG) structure. This confirms the cleavage of ester bonds between the glycerol and fatty acid chains. In addition, the carbonyl carbon signal at 172.8 - 173.2 ppm, attributed to the ester carbonyl (C=O) group in SFO, shifted to a higher chemical shift range of 179.71 - 180.45 ppm in SFOFA, corresponding to the carboxylic acid (C=O) of free fatty acids. These changes collectively verify the successful hydrolysis of triacylglycerol into free fatty acids.
In the separation (SFOFA to SFOSFA and SFOUFA), the signal assigned to C7 (-CH=CH-) at 127.9 - 130.5 ppm was initially present in the SFOFA spectrum, but disappeared in the SFOSFA spectrum after separation, confirming the absence of double bonds in the saturated fatty acid fraction. Meanwhile, the SFOUFA spectrum retained this C7 signal, indicating the presence of unsaturated carbon–carbon double bonds and validating the successful separation of saturated and unsaturated fatty acids.
Following esterification of SFOUFA with trimethylolpropane (TMP) to form SFOUFATMPE, new carbon signals appeared at 8.12 ppm (C1, -CH3), 40.59 ppm (C4, quaternary C), and 63.67 ppm (C6, -CH₂-O-), corresponding to the carbons from the TMP backbone. Moreover, the carbonyl signal previously observed at 180.45 ppm (carboxylic acid C-O in SFOUFA) shifted downfield to 173.42 ppm, which is characteristic of an ester carbonyl (C=O) group. These spectral changes confirm the successful esterification reaction between the hydroxyl groups of TMP and the carboxyl groups of the unsaturated fatty acids, resulting in the formation of the ester-based biolubricant, SFOUFATMPE.
Figure 6 13C NMR spectra od SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
Table 4 The chemical shift of 13C NMR for SFO, SFOFA, SFOSFA, SFOUFA and SFOUFATMPE.
|
Type of carbon |
Chemical shift (ppm) |
||||
SFO |
SFOFA |
SFOSFA |
SFOUFA |
SFOUFATMPE |
||
C1 |
-CH3 (TMP) |
- |
- |
- |
- |
8.12 |
C2 |
-CH3 |
14.05 - 14.09 |
14.02 |
14.03 - 14.07 |
14.11 |
14.02 - 14.15 |
C3 |
-CH2- |
22.56 - 34.18 |
22.65 - 34.10 |
22.69 - 29.67 |
22.39 - 29.77 |
20.96 - 31.88 |
C4 |
-C- (TMP) |
- |
- |
- |
- |
40.59 |
C5 |
-CH2-O (glycerol) |
62.09 |
- |
- |
- |
- |
C6 |
-CH-O (glycerol) |
68.90 |
- |
- |
- |
- |
C7 |
-CH2-O (TMP) |
- |
- |
- |
- |
63.67 |
C8 |
-C=C- |
127.9 - 130.2 |
127.9 - 130.2 |
- |
127.9 - 130.5 |
127.88 - 130.15 |
C9 |
O=C-OR (ester) |
172.8 - 173.2 |
- |
- |
- |
173.42 |
C10 |
O=C-OH (carboxylic acid) |
- |
180.45 |
179.71 |
180.33 |
- |
Lubrication properties of polyol ester
The lubrication properties of SFOUFATMPE were evaluated to determine its potential as a biolubricant base stock. The tests conducted included pour point, flash point, kinematic viscosity, viscosity index and oxidative stability. These parameters are essential in assessing the suitability of the synthesized polyol ester for lubricant applications. The results, summarized in Table 5, were obtained using standard testing methods based on ASTM procedures and compared against ISO specifications for biolubricant applications. In addition, the properties of SFOUFATMPE were also compared with those reported in previous studies by (a) Filon et al. [36] and (b) Hussain et al. [20], as well as with a (c) commercial lubricant for reference.
The pour point is the minimum temperature at which the lubricant remains fluid and pourable. SFO has a pour point of –13 °C, while the esterified product SFOUFATMPE reaches a lower pour point of –18 °C. The improvement in low-temperature flow is largely attributable to the use of unsaturated fatty acids (SFOUFA) as the precursor. Unsaturated chains contain double bonds which introduce “kinks” in the molecular backbone, preventing close packing and crystallization at lower temperatures (i.e. reducing the solidification tendency) [37]. Also, the branching and steric hindrance introduced by the esterification with trimethylolpropane (or similar polyol) further disrupts molecular alignment and reduce intermolecular van der Waals forces, thus lowering the pour point [38].
The flash point measures the temperature at which a lubricant’s vapor ignites, indicating its volatility and safety in high-temperature applications [39]. The flash point increased from 280 °C for SFO to 290 °C for SFOUFATMPE. This enhancement results from the transformation of free fatty acids into higher molecular weight esters during esterification, which reduces volatility. Moreover, the use of unsaturated fatty acids (C18) such as oleic and linoleic acids contributes to an increase in molecular weight compared to shorter-chain saturated fatty acids, thereby improving thermal stability and reducing vaporization tendency. The flexible structure of unsaturated chains also offers better heat dissipation and stability under elevated temperatures. International standards specify that petroleum-based lubricants must have a flash point of 290 °C or higher, while biolubricants are acceptable at 250 °C or higher [23].
The kinematic viscosity and viscosity index are critical parameters in evaluating a lubricant’s flow behavior and temperature-dependent performance. At 40 °C, the viscosity of SFO increased slightly from 30.54 to 32.47 cSt after conversion to SFOUFATMPE, while at 100 °C, the values remained nearly unchanged (7.22 cSt for SFO and 7.21 cSt for SFOUFATMPE). This similarity in viscosity behavior can be attributed to the comparable molecular structure of both samples, as SFOUFATMPE mimics the triglyceride structure of SFO by maintaining the same number of ester functional groups (three per molecule). The transformation primarily replaces glycerol with trimethylolpropane (TMP) without significantly altering the overall ester content or molecular polarity, resulting in similar flow resistance and viscosity values.
The viscosity index (VI), which reflects the lubricant’s sensitivity to temperature, slightly decreased from 163.59 for SFO to 157.5 for SFOUFATMPE. This small reduction is attributed to structural changes in the fatty acid backbone after esterification with TMP and to the higher degree of unsaturation introduced by using sunflower oil unsaturated fatty acids (SFOUFA), which increases the number of double bonds and slightly weakens intermolecular interactions. Nevertheless, the SFOUFATMPE still exhibit high VI values, indicating excellent thermal stability and stable viscosity–temperature behavior typical of unsaturated fatty acid-based polyol esters.
Oxidative stability reflects a lubricant’s resistance to degradation when exposed to oxygen and heat. The oxidative stability of SFO improved from 22 to 24 min after conversion to SFOUFATMPE, indicating enhanced resistance to oxidation. This improvement is mainly due to the removal of β-hydrogen atoms during esterification, which reduces the chance of hydrogen removal and free radical formation, which are the main causes of oxidation. However, because the product is based on unsaturated fatty acids with a high number of double bonds, it is still easy to oxidize. As a result, the improvement in oxidative stability is only slight.
Based on its kinematic viscosity at 40 °C (32.47 cSt), SFOUFATMPE can be classified as an ISO VG 32 lubricant, indicating its suitability for medium-viscosity applications such as hydraulic oils, compressor oils, and light industrial circulating lubrication systems [40,41]. In its current base-stock form, the main remaining limitations are related to oxidative stability and long-term durability under severe operating conditions, which are common challenges for biolubricants. For practical industrial application, these limitations can be effectively addressed by incorporating a suitable additive, including antioxidants to improve oxidative stability, pour point depressants to further enhance low-temperature flow properties, and corrosion inhibitors to protect metal surfaces against rust and oxidative attack. With appropriate formulation, the performance, service life, and reliability of SFOUFATMPE are expected to be significantly improved, making it a competitive and sustainable alternative to commercial mineral-based and synthetic ISO VG 32 lubricants.
Table 5 Physicochemical properties of SFOUFATMPE.
Properties |
Method |
SFO |
SFOUFATMPE |
SUNTMPE(a) |
STMPE(b) |
Commercial lubricant (c) |
Pour point (°C) |
ASTM D97 |
–13 |
–18 |
–11 |
–5 |
–33 |
Flash point (°C) |
ASTM D92 |
280 |
290 |
237 |
258 |
190 |
Viscosity at 40 °C (cSt) |
ASTM D445 |
30.54 |
32.47 |
39.24 |
137.6 |
32 |
Viscosity at 100 °C (cSt) |
ASTM D445 |
7.22 |
7.21 |
8.875 |
21.11 |
NA |
Viscosity Index |
ASTM 2270 |
163.59 |
157.5 |
216 |
179.57 |
103 |
Oxidative stability (min) |
ASTM D2272 |
22 |
24 |
26.63 |
NA |
NA |
Rheology |
ASTM D5279 |
Newtonian |
Newtonian |
NA |
NA |
NA |
ISO viscosity grade |
ISO 3448 |
32 |
32 |
32 |
NA |
32 |
Note: (a) Filon et al. [36]; (b) Hussain et al. [20]; (c) PETRONAS Arbor Hydraulic 32 ISO VG 32.
Conclusions
Sunflower oil was successfully converted into a high-performance biolubricant base stock through sequential hydrolysis, separation, and esterification processes. The hydrolysis step achieved a high fatty acid yield of 96%, while the separation process effectively produced 98.89% sunflower oil unsaturated fatty acids (SFOUFA) with a yield of 86.32% and 100% saturated fatty acids (SFOSFA) with a yield of 13.68%. The subsequent esterification of SFOUFA with trimethylolpropane yielded SFOUFATMPE with ISO VG 32 viscosity grade (32.47 cSt at 40 °C, VI = 157.5), good low-temperature performance (pour point −18 °C), a high flash point (290 °C), and improved oxidative stability (24 min). These findings demonstrate that the applied chemical modifications significantly enhanced the thermal, oxidative, and low-temperature properties of sunflower oil, confirming the suitability of the synthesized product for medium-viscosity applications such as hydraulic and compressor oils. Further performance improvements are expected through additive formulation, particularly with antioxidants, pour point depressants, and corrosion inhibitors. Future studies should focus on full formulation development, comprehensive tribological evaluation, long-term stability, and material compatibility assessments.
Acknowledgements
The authors express their gratitude to the Ministry of Higher Education for the financial support received through the Fundamental Research Grant Scheme – Early Career (FRGS-EC) (FRGS-EC/1/2024/STG04/UITM/02/20, 600-RMC/FRGS-EC 5/3 (058/2024)) and for the MyBrainSc scholarship. Special appreciation is extended to Universiti Teknologi MARA (UiTM), Kampus Kuala Pilah, Malaysia, for providing invaluable research facilities.
Declaration of Generative AI in Scientific Writing
The authors acknowledge the use of generative AI tools (e.g., QuillBot and ChatGPT by OpenAI) in the preparation of this manuscript, specifically for language editing and grammar correction. No content generation or data interpretation was performed by AI. The authors take full responsibility for the content and conclusions of this work.
CRediT Author Statement
Muhammad Muizzuddin Khairuddin: Conceptualization; Methodology; Software; Writing - Original draft preparation. Nurazira Mohd Nor: Resources; Conceptualization; Methodology; Software; Supervision; Writing - Review & Editing. Asiah Abdullah: Visualization; Investigation; Supervision. Sheikh Ahmad Izaddin Sheikh Mohd Ghazali: Validation; Investigation. Is Fatimah: Validation; Project administration. Sulihatimarsyila Abd Wafti: Investigation; Formal analysis.
References
[1] H Guo, AR Adukure and P Iglesias. Effect of ionicity of three protic ionic liquids as neat lubricants and lubricant additives to a biolubricant. Coatings 2019; 9(11),713.
[2] JL Teh, R Walvekar, KC Ho and M Khalid. Biolubricants from waste cooking oil: A review of extraction technologies, conversion techniques, and performance enhancement using natural antioxidants. Journal of Environmental Management 2025; 375, 124267.
[3] J Salimon, N Salih and E Yousif. Biolubricants: Raw materials, chemical modifications and environmental benefits. European Journal of Lipid Science and Technology 2010; 112(5), 519-530.
[4] MAI Malik, MA Kalam, MA Mujtaba and F Almomani. A review of recent advances in the synthesis of environmentally friendly, sustainable, and nontoxic bio-lubricants: Recommendations for the future implementations. Environmental Technology & Innovation 2023; 32, 103366.
[5] P Nowak, K Kucharska and M Kamiński. Ecological and health effects of lubricant oils emitted into the environment. International Journal of Environmental Research and Public Health 2019; 16(16), 3002.
[6] AQ Alves, VAD Silva, AJS Góes, MS Silva, GGD Oliveira, IVGA Bastos, AGDC Neto and AJ Alves. The fatty acid composition of vegetable oils and their potential use in wound care. Advances in Skin & Wound Care 2019; 32(8), 1-8.
[7] NM Nor, D Derawi and J Salimon. Esterification and evaluation of palm oil as biolubricant base stock. Malaysian Journal of Chemistry 2019; 21(2), 28-35.
[8] K Pindit, A Thanapimmetha and M Saisriyoot. Biolubricant basestocks synthesis using 5-step reaction from jatropha oil, soybean oil, and palm fatty acid distillate. Industrial Crops and Products 2021; 166, 113484.
[9] SK Tulashie and F Kotoka. The potential of castor, palm kernel, and coconut oils as biolubricant base oil via chemical modification and formulation. Thermal Science and Engineering Progress 2020; 16, 100480.
[10] FI Jamaluddin, MM Khairuddin, A Abdullah and NM Nor. Synthesis of TMP ester via esterification of corn oil fatty acids and trimethylolpropane as a potential biolubricant base stock. Malaysian Journal of Chemistry 2024; 26(3), 312-319.
[11] MM Khairuddin, A Abdullah and NM Nor. Synthesis and characterization of sunflower oil unsaturated fatty acid pentaerythritol ester as green biolubricant base stock. Malaysian Journal of Chemistry 2024; 26(3), 373-382.
[12] J Salimon and N Salih. Epoxidized malaysian elaeis guineensis palm kernel oil trimethylolpropane polyol ester as green renewable biolubricants. Biomass and Bioenergy 2023; 175, 106883.
[13] Global Biolubricants Markets Report 2022-2026: Increasing Focus on Biodegradable, Non-toxic, and Eco-Friendly Products, Available at: https://www.globenewswire.com/en/news-release/2022/04/06/2417401/28124/en/Global-Biolubricants-Markets-Report-2022-2026-Increasing-Focus-on-Biodegradable-Non-toxic-and-Eco-Friendly-Products.html, accessed April 2022.
[14] D Berman. Plant-Based oils for sustainable lubrication solutions: Rview. Lubricants 2024; 12(9), 300.
[15] A Hamnas and G Unnikrishnan. Bio-lubricants from vegetable oils: Characterization, modifications, applications and challenges – review. Renewable and Sustainable Energy Reviews 2023; 182, 113413.
[16] MR Akkaya. Prediction of fatty acid composition of sunflower seeds by near-infrared reflectance spectroscopy. Journal of Food Science and Technology 2018; 55(6), 2318-2325.
[17] Z Flagella, T Rotunno, E Tarantino, RD Caterina and AD Caro. Changes in seed yield and oil fatty acid composition of high oleic sunflower (Helianthus annuus L.) hybrids in relation to the sowing date and the water regime. European Journal of Agronomy 2002; 17, 221-230.
[18] BS Adeleke and OO Babalola. Oilseed crop sunflower (Helianthus annuus) as a source of food: Nutritional and health benefits. Food Science and Nutrition 2020; 8(9), 4666-4684.
[19] D Filon, G Anastopoulos and D Karonis. Synthesis and evaluation of Sunflower-Oil-Based esters as biolubricant base oils using Ca/TEA alkoxide catalyst. Lubricants 2025; 13(8), 345.
[20] MM Hussain, V Gaval, A Pratap and D Sonawane. Tribological study of vegetable oil and its TMP esters as biolubricants. Jurnal Tribologi 2021; 31, 13-27.
[21] S Bashiri, B Ghobadian, MD Soufi and S Gorjian. Chemical modification of sunflower waste cooking oil for biolubricant production through epoxidation reaction. Materials Science for Energy Technologies 2021; 4, 119-127.
[22] S Samidin, N Salih and J Salimon. Synthesis and characterization of trimethylolpropane based esters as green biolubricant basestock. Biointerface Research in Applied Chemistry 2021; 11(5), 13638-13651.
[23] NM Nor, N Salih and J Salimon. Optimization and lubrication properties of Malaysian crude palm oil fatty acids based neopentyl glycol diester green biolubricant. Renewable Energy 2022; 200, 942-956.
[24] H Kim, N Choi, Y Kim, HR Kim, J Lee and IH Kim. Immobilized lipase-catalyzed esterification for synthesis of trimethylolpropane triester as a biolubricant. Renewable Energy 2019; 130, 489-494.
[25] NAM Aziz, R Yunus, U Rashid and AM Syam. Application of response surface methodology (RSM) for optimizing the palm-based pentaerythritol ester synthesis. Industrial Crops and Products 2014; 62, 305-312.
[26] M Bahadi, MF Yusoff, J Salimon and D Derawi. Optimization of response surface methodology by D-optimal design for alkaline hydrolysis of crude palm kernel oil. Sains Malaysiana 2020; 49(1), 29-41.
[27] J Salimon, BM Abdullah and N Salih. Hydrolysis optimization and characterization study of preparing fatty acids from Jatropha curcas seed oil. Chemistry Central Journal 2011; 5, 67.
[28] MA Jumaah, MFM Yusoff, J Salimon and M Bahadi. Separation of saturated and unsaturated fatty acids of palm fatty acid distilled via low-temperature methanol crystallization. Malaysian Journal of Chemistry 2019; 21(2), 8-16.
[29] FM Fadzel, J Salimon and D Derawi. Low-energy separation technique on purification of unsaturated fatty acids of palm stearin using methanol crystallization method. Sains Malaysiana 2021; 50(1), 151-160.
[30] NSA Wafti, R Yunus, HLN Lau, TSY Choong and S Abd-Aziz. Enzymatic synthesis of palm oil-based trimethylolpropane ester as biolubricant base stock catalyzed by Lipozyme 435. Energy 2022; 260, 125061.
[31] MM Khairuddin, A Abdullah, NN Dzulkifli and NM Nor. Optimization of sunflower oil hydrolysis using the D-optimal design. Malaysian Journal of Analytical Sciences 2023; 27(5), 1062-1078.
[32] MM Khairuddin, A Abdullah, NF Norshahimy, M Affifuddin, M Sa’Ad and NM Nor. Separation of unsaturated and saturated fatty acids from sunflower oil via low-temperature methanol crystallization method. Malaysian Journal of Chemistry 2025; 27(3), 224-236.
[33] A Abdullah, SSA Gani, TYY Hin, ZA Haiyee, UH Zaidan, MA Kassim and MIE Halmi. Lipase-catalyzed synthesis of red pitaya (Hylocereus polyrhizus) seed oil esters for cosmeceutical applications: Process optimization using response surface methodology. RSC Advances 2019; 9(10), 5599-5609.
[34] MM Khairuddin, A Abdullah and NM Nor. Physicochemical properties, fatty acids composition and characterization of Helianthus annuus seed oil. Malaysian Journal of Analytical Sciences 2024; 28(6), 1258-1269.
[35] AAW Japir, J Salimon, D Derawi, BH Yahaya, M Bahadi, S Al-Shujaʼa and MR Yusop. A highly efficient separation and physicochemical characteristics of saturated fatty acids from crude palm oil fatty acids mixture using methanol crystallisation method. OCL - Oilseeds and Fats, Crops and Lipids 2018; 25(2), A203.
[36] D Filon, G Anastopoulos and D Karonis. Synthesis and evaluation of bio-lubricants from renewable raw materials. Lubricants 2024; 12(12), 446.
[37] JA Cecilia, DB Plata, RMA Saboya, FMTD Luna, CL Cavalcante and E Rodríguez-Castellón. An overview of the biolubricant production process: Challenges and future perspectives. Processes 2020; 8(3), 257.
[38] N Salih, J Salimon and E Yousif. The effect of chemical structure on pour point, oxidative stability and tribological properties of oleic acid triester derivatives. Malaysian Journal of Analytical Sciences 2013; 17(1), 119-128.
[39] FJ Owuna. Stability of vegetable based oils used in the formulation of ecofriendly lubricants: A review. Egyptian Journal of Petroleum 2020; 29(3), 251-256.
[40] DA Duque-Sarmiento and DA Baño-Morales. Assessment of hydraulic oil properties during operation of a mini loader. Lubricants 2024; 12(9), 320.
[41] B Novaković, L Radovanović, M Đurđev, L Đorđević and E Desnica. Analysis of the behaviour of the hydraulic fluid HM VG 32 and HV 32 at different operating conditions of the axial-piston pump. Tehnicki Vjesnik 2024; 31(5), 1523-1529.